
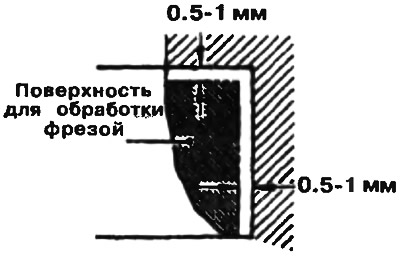
Мал. 4.20. Для апрачэння зняцця сядла спачатку апрацуйце яго фрэзай
2. Рассвідруйце адтуліну пад сядло клапана ў галоўцы блока цыліндраў да наступнага рамонтнага памеру (мал. 4.21).

Мал. 4.21. Рассвідруйце адтуліну пад сядло клапана ў галоўцы блоку цыліндраў да наступнага рамонтнага памеру
Рамонтны дыяметр для сядла впускнога клапана:
- 0.3 мм:
- SOHC-31.80-31.83 мм
- DOHC - 34.30-34.33 мм
- 0.6 мм:
- SOHC-32.10-32.13 мм
- DOHC - 34.60-34.63 мм
Рамонтны дыяметр для сядла выпускнога клапана:
- 0.3 мм:
- SOHC - 29.30-29.32 мм
- DOHC - 30.80-30 83 мм
- 0.6 мм:
- SOHC - 29.60-29.62 мм
- DOHC-31.10-31.13 мм
3. Перад усталёўкай сядла клапана разагрэйце галоўку блока цыліндраў да 250°ці астудзіце сядло клапана ў вадкім азоце, каб пазбегнуць дэфармацыі адтуліны ў галоўцы блока цыліндраў.
4. Сядло клапана апрацуйце да неабходных памераў, а менавіта патрабаваных кутоў і шырыні.
5. Перш чым пачаць перашліфоўку сядла клапана, праверце зазор паміж накіроўвалай утулкай клапана і клапанам. Калі неабходна, заменіце накіроўвалую ўтулку або клапан.
6. Выкарыстоўвайце адмысловую прыладу або фрэзу для апрацоўкі сядла клапана, каб велічыні кутоў і шырыня сядла клапана адпавядалі зададзеным памерам. Куты сядла клапана прадстаўлены на мал. 4.22.
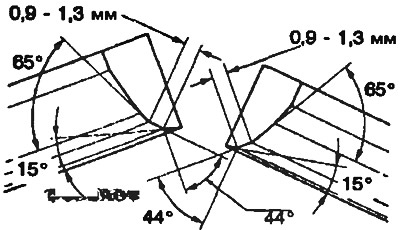
Мал. 4.22. Куты сядла клапана
7. Пасля апрацоўкі сядла клапана вышмаруйце клапан і сядло клапана пастай для шліфоўкі. Затым праверце вышыню выступу стрыжня клапана.