
Ispitivanje
1. Koristeći tanko ravnalo i mjernu mjeru, provjerite deformaciju gornjeg dijela bloka cilindra (riža. 2.50). Istodobno je važno da površine budu temeljito očišćene od ostataka brtvila i drugih onečišćenja. Normalna deformacija: 0,05 mm. Dopuštena deformacija: 0,1 mm.
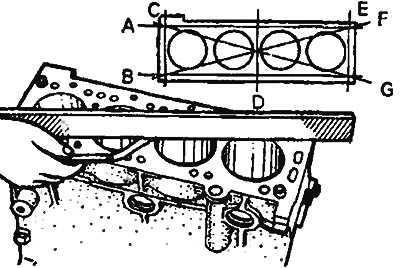
Riža - 2,50. Provjera deformacije bloka cilindra
2. Ako postoji prekomjerna deformacija, blok cilindra se mora izbrusiti unutar prihvatljivih granica ili zamijeniti novim. Visina novog bloka cilindra: 255,9-256,1 mm.
3. Provjerite ima li na stijenkama cilindra ogrebotina i neravnina. Ako se pronađu nedostaci, blok cilindra se popravlja (polirani do veličine za popravak) idi i zamijeni ga novim.
4. Pomoću mjerača izmjerite unutarnji promjer cilindara i njihovu cilindričnost (riža. 2.51). U slučaju prekomjernog trošenja, popravite cilindre i zamijenite klipove i klipne prstenove novima.
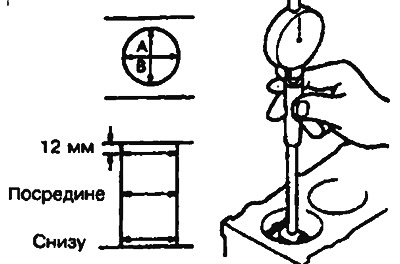
Riža. 2.51. Provjera promjera cilindra
Promjeri cilindra:
- Motor 4G16: 68,20-68,23 mm.
- Motor 4G13, G13B: 71,00-71,03 mm.
- Motor 4G15, G15B: 75,50-75,53 mm.
Popravak
5. Veličina popravka rabljenih klipova određena je na temelju najvećeg izmjerenog unutarnjeg promjera cilindra.
Određivanje odgovarajuće veličine klipa:
| Veličina | Dopisivanje |
| 1. veličina popravka | 0,25 mm |
| 2. veličina popravka | 0,50 mm |
| 3. veličina popravka | 0,75 mm |
| 4. veličina popravka | 1,00 mm |
Pažnja! Odgovarajuća veličina je naznačena na kruni klipa.
6. Izmjerite vanjski promjer korištenog klipa, tj. na poziciji A u smjeru primijenjenog tlaka (riža. 2.52).
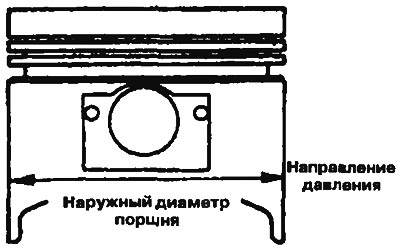
Riža. 2.52. Provjera promjera klipa
7. Na temelju izmjerenog vanjskog promjera klipa izračunajte konačni promjer. Gotovi promjer = OD klipa + razmak između OD klipa i cilindra - 0,02 mm (lapping tolerancija).
8. Izbušite cilindre na izračunati promjer.
Pažnja! Kako biste izbjegli savijanje zbog povišene temperature tijekom popravaka cilindra, cilindre treba preklopiti sljedećim redoslijedom: #2, #4, #1 i #3.
9. Podrežite na izračunatu vrijednost (vanjski promjer klipa + razmak između vanjskog promjera klipa i cilindra).
10. Provjerite zazor između klipa i cilindra, koji bi trebao biti 0,03-0,05 mm.
Pažnja! Prilikom popravka cilindara pazite da su svi cilindri jednako brušeni. Stoga nikada nemojte popravljati samo jedan cilindar.