
Examination
1. Using a thin ruler and a measuring gauge, check the deformation of the upper part of the cylinder block (pic. 2.50). At the same time, it is important that the surfaces are thoroughly cleaned of gasket residues and other contaminants. Normal deformation: 0.05 mm. Permissible deformation: 0.1 mm.
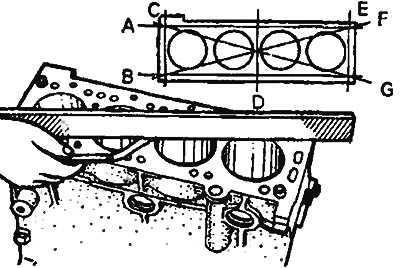
Rice- 2.50. Checking the deformation of the cylinder block
2. If there is excessive deformation, the cylinder block must be ground within acceptable limits or replaced with a new one. Height of the new cylinder block: 255.9-256.1 mm.
3. Check the cylinder walls for scratches and burrs. If defects are found, the cylinder block is repaired (polished to repair size) go get replaced with a new one.
4. Using a measuring gauge, measure the inner diameter of the cylinders and their cylindricity (pic. 2.51). In case of excessive wear, repair the cylinders and replace the pistons and piston rings with new ones.
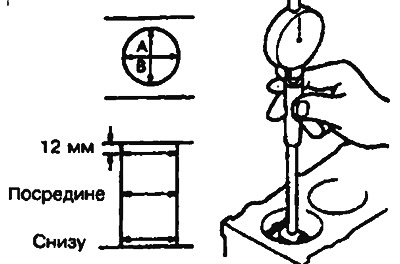
Pic. 2.51. Checking the cylinder diameter
Cylinder diameters:
- Engine 4G16: 68.20-68.23 mm.
- Engine 4G13, G13B: 71.00-71.03 mm.
- Engine 4G15, G15B: 75.50-75.53 mm.
Repair
5. The repair size of the used pistons is determined on the basis of the largest measured internal diameter of the cylinder.
Determination of the appropriate piston size:
| Size | Correspondence |
| 1st repair size | 0.25mm |
| 2nd repair size | 0.50 mm |
| 3rd repair size | 0.75 mm |
| 4th repair size | 1.00 mm |
Attention! The corresponding size is indicated on the piston crown.
6. Measure the outside diameter of the piston used, i.e. at position A in the direction of the applied pressure (pic. 2.52).
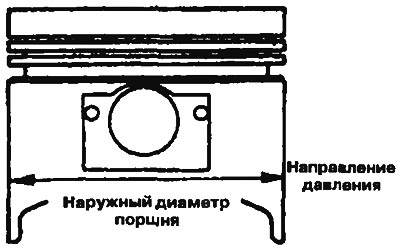
Pic. 2.52. Checking the piston diameter
7. Based on the measured piston outer diameter, calculate the finished diameter. Finished Diameter = Piston OD + Clearance between Piston OD and Cylinder - 0.02mm (lapping tolerance).
8. Bore the cylinders to the calculated diameter.
Attention! To avoid warping due to increased temperature during cylinder repairs, the cylinders should be lapped in the following order: #2, #4, #1, and #3.
9. Trim to the calculated value (piston outer diameter + clearance between piston outer diameter and cylinder).
10. Check the clearance between piston and cylinder, which should be 0.03-0.05 mm.
Attention! When repairing cylinders, make sure that all cylinders are ground in by the same amount. Therefore, never repair only one cylinder.