
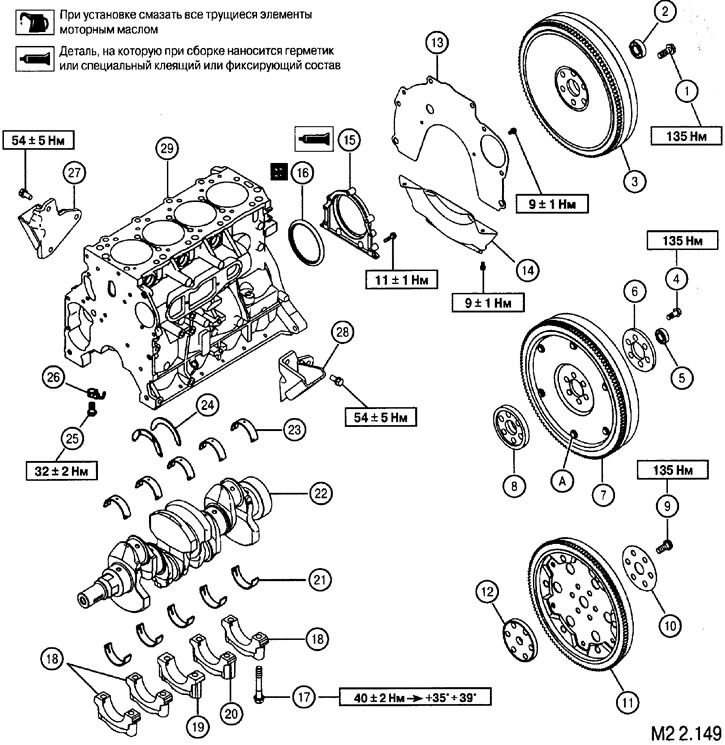
1. Винт за закрепване на маховика (ръчна скоростна кутия-2WD); 2. Сачмен лагер (MT-2WD); 3. Маховик (MKnn-2WD); 4. Монтажен винт на маховика (ръчна скоростна кутия-4WD); 5. Сачмен лагер (ръчна скоростна кутия-4WD); 6. Адаптерна плоча (MKnn-4WD); 7. Еластичен маховик (ръчна скоростна кутия-4WD); 8. Адаптерна пластина на коляновия вал (ръчна скоростна кутия-4WD); 9. Винт за закрепване на адаптерната плоча (автоматична скоростна кутия); 10. Адаптерна плоча (автоматична скоростна кутия); 11. Монтажна планка на преобразувателя на въртящия момент (автоматична скоростна кутия); 12. Адаптерна пластина на коляновия вал (автоматична скоростна кутия); 13. Задна планка; 14. Капак на корпуса на маховика; 15. Корпус на задно уплътнение на маховика; 16. Уплътнение на заден маховик; 17. Винтове за закрепване на капаци на коренни лагери; 18. Капачки на главни лагери No 1, 2 и 5; 19. Капачка на главния лагер No3; 20. No 4 капачка на основния лагер; 21. Долни коренови лагери; 22. Колянов вал; 23. Горни коренни лагери; 24. Упорни облицовки (накладки на аксиалния ход на вала); 25. Байпас клапан на дюзата; 26. Маслени дюзи; 27. Опорна скоба на двигателя, дясна; 28. Опорна скоба на двигателя, лява; 29. Цилиндров блок
Елементите се премахват в реда на числата, показани на фигурата
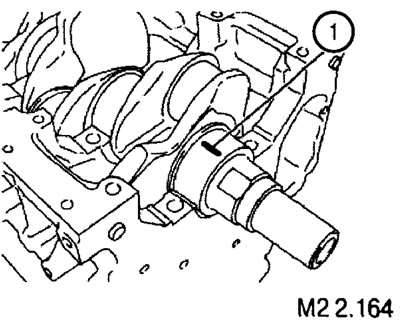
Внимание: ако двигателят е оборудван с гъвкав маховик, не разхлабвайте винтовете (A), тъй като това може да доведе до дисбаланс на маховика.
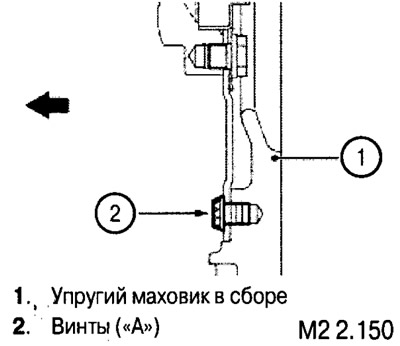
Отстраняване и инсталиране на маховик (ръчна скоростна кутия) или адаптер (автоматична скоростна кутия)
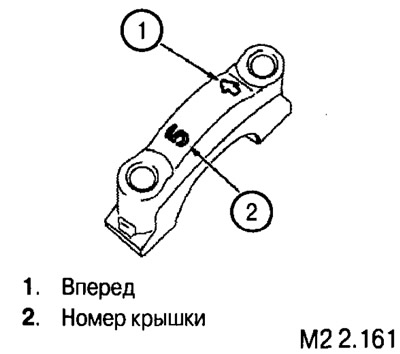
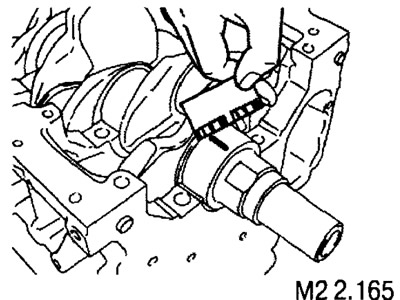
Развиването и затягането на винтовете за закрепване на маховика или адаптерната плоча трябва да се извърши чрез фиксиране на маховика с ключалката (1).
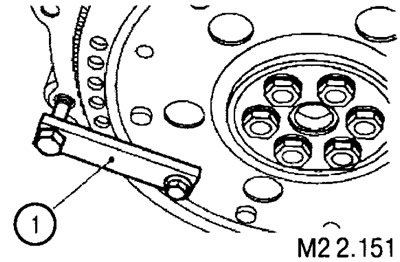
Когато монтирате маховика, затегнете крепежните винтове с въртящ момент от 135 ± 5 Nm.
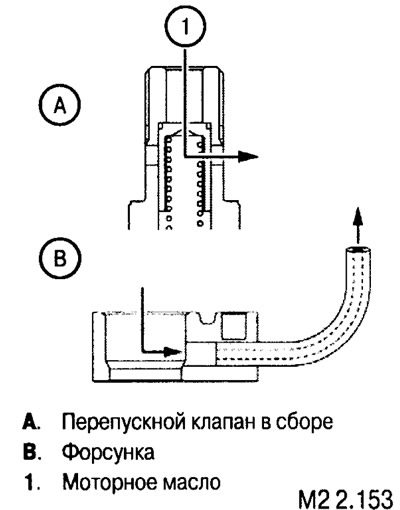
Отстраняване и инсталиране на маслени дюзи
Блокът има два вида дюзи (ляв и десен). Когато инсталирате, уверете се, че са инсталирани правилно.
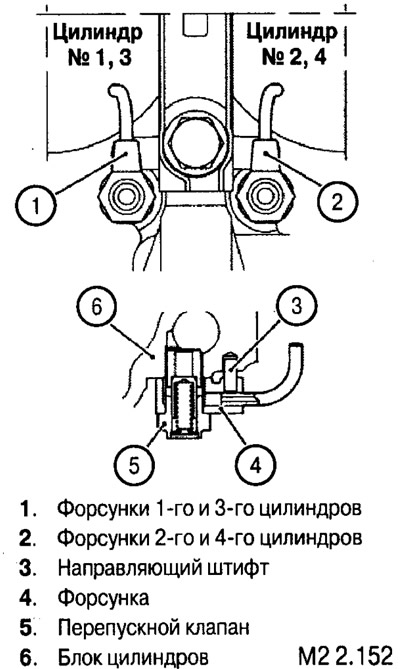
След отстраняване или преди монтиране на инжекторите проверете чистотата на каналите на инжектора и байпасния клапан.
Проверка на цилиндровия блок
След като извадите всички части от блока, почистете повърхностите му и продухнете всички канали със сгъстен въздух.
Проверка за плоскост
С помощта на мерна линийка и набор от плоски уреди за измерване проверете пролуките между линийката и равнината на блока в посоките, показани на фигурата.
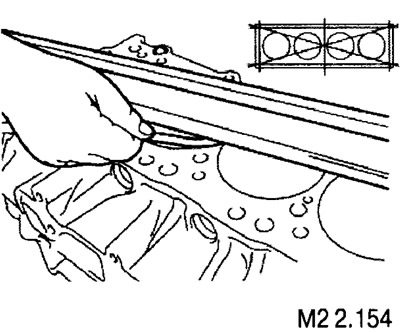
Стандартната стойност на пролуката е 0,05 mm.
Максимално допустимата стойност е 0,1 мм.
Ако плоскостта надвишава максимално допустимата стойност, блокът трябва да бъде заменен.
Проверка на цилиндрите
Визуално проверете стените на цилиндъра за драскотини и неравности.
С помощта на габарит измерете диаметрите на всеки цилиндър в посоките, показани на фигурата. Въз основа на резултатите от измерването определете средноаритметичната стойност на диаметъра за всеки цилиндър.
Определете също елипсата на цилиндъра (като разликата между измерванията на диаметъра в точки "A" и "B" във всяка секция).
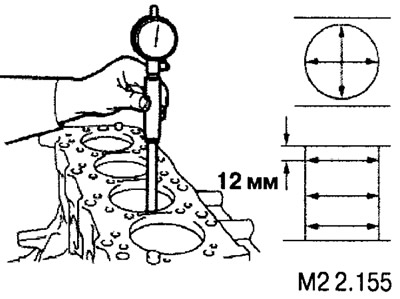
Стандартната стойност за диаметъра на цилиндъра е 91.01-91.13.
Елипса - 0,02 мм.
Ако измерените стойности надвишават допустимите стойности, е необходимо цилиндрите да се пробиват и хонингират до ремонтния размер, съответно със смяна на бутала и бутални пръстени.
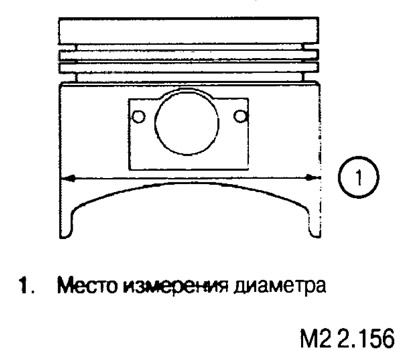
Размерът на буталото се определя от най-големия измерен диаметър на цилиндъра.
Забележка: Буталата се доставят като резервни части в два ремонтни размера (+0,50 mm) и (+1,00 mm). Маркировката за размери се нанася върху дъното на буталото (0,50 или 1,00).
Размерът на диаметъра на цилиндъра за пробиване се определя въз основа на измерването на диаметъра на ремонтното бутало + 0,02 mm.
Забележка: И четирите цилиндъра трябва да са скучени.
След като завършите цилиндрите, проверете хлабината между буталото и повърхността на цилиндъра (изчислена като разлика между измерванията на диаметъра на цилиндъра и новото бутало).
Разстоянието трябва да бъде в рамките на 0,03-0,05 mm.
Колянов вал и гилзи
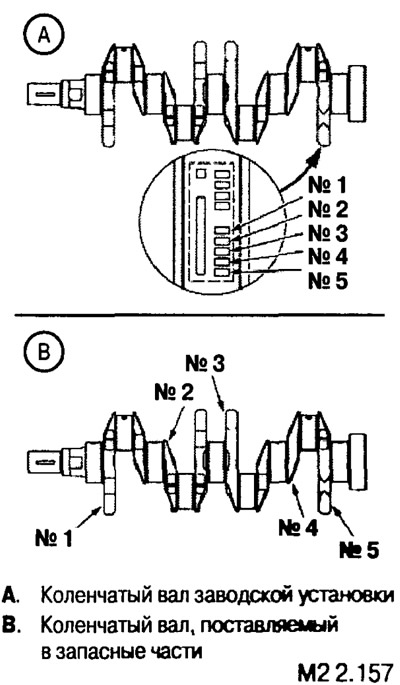
Маркировка на коляновия вал.
Фабрично монтираните колянови валове и тези, които се доставят като резервни части, са маркирани по различен начин.
Маркировката включва данни за диаметъра на главните шейни на вала.
Фабрично монтираните диаметри на шейната на коляновия вал са маркирани, както е показано.
Върху блока на цилиндрите са отпечатани размерни групи от диаметри на отворите на леглата на главните лагери.
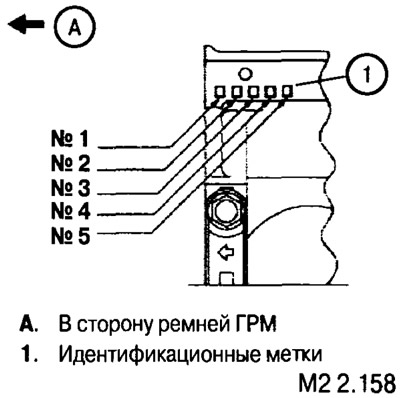
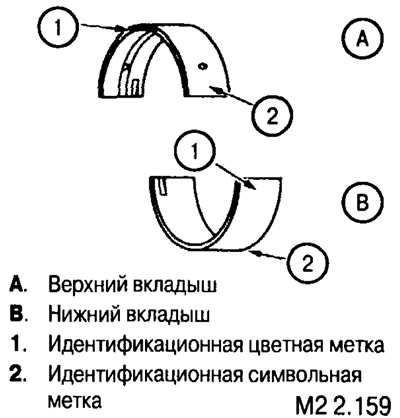
Размерната група на черупките на основните лагери е маркирана със символичен или цветен знак.
Забележка: горните подложки, монтирани в леглото на блока, имат канали и отвори за смазване; долните облицовки, монтирани в капаците, нямат дупки и канали.
Забележка: Данните, дадени в таблицата, трябва да се използват само като ориентир при избора на облицовки за смяната им или при смяна на колянов вал.
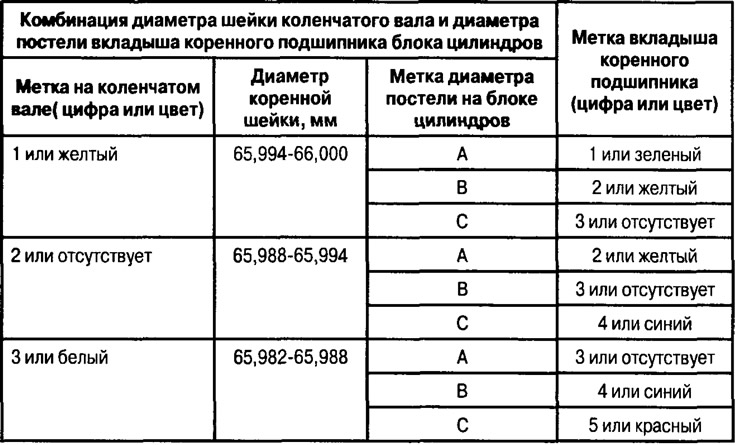
Забележка: ако коляновият вал е бил повторно шлифован, е необходимо да изберете облицовки с голям размер. В базата данни няма данни за размери за ремонт.
Монтаж на коляновия вал, капачките на главния лагер, затягане на скрепителните винтове и проверка на аксиалното движение на коляновия вал
Монтирайте опорните лагери и горните основни лагери (с канали) в леглото на блока, а долните (без канали) в капаците и смажете с тънък слой двигателно масло.
Монтирайте коляновия вал, монтирайте капаците (в съответствие с нанесените върху тях маркировки) и монтирайте монтажните винтове.
Затегнете фиксиращите винтове до 40±2 Nm.
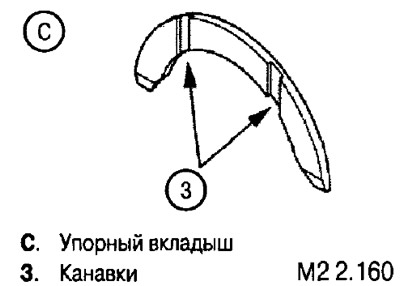
Забележка: Комбинирани облицовки (с джанта, действаща като упорна втулка) могат да се монтират на средната опора на вала. В този случай опорните лагери (24) (виж фиг. M2 2.149) не са монтирани. Горната и долната облицовка са идентични по дизайн, имат дупка, но нямат жлеб за масло.
При избора на вложки е необходимо да се ръководите от данните, посочени в таблицата.
След затягане с въртящ момент затегнете винтовете до ъгъл от 35-39°.
Забележка: окончателното затягане до ъгъл, по-малък или по-голям от посочените стойности, не е разрешен. Ако по някаква причина ъгълът се окаже по-малък или по-голям от препоръчителните стойности, е необходимо напълно да разхлабите винтовете и да повторите затягането отново.
След затягане на винтовете на лагерната капачка, проверете дали коляновият вал се върти плавно без захващане и проверете аксиалното движение (разходка) на вала.
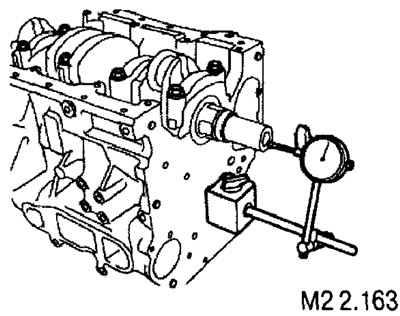
Стандартна стойност: 0,05-0,25 мм.
Максимално допустима стойност: 0,45 мм.
Ако измерената стойност е по-висока от максимално допустимата стойност, опорните лагери трябва да се сменят.
Определяне на хлабината в лагера с помощта на пластмасов габарит
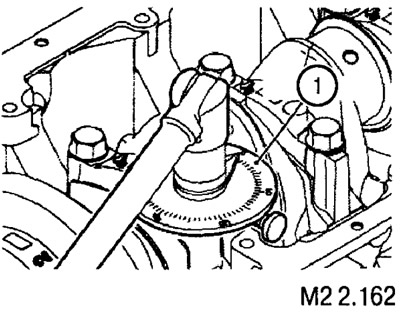
1. Отстранете маслото от лагерната повърхност и шейната на коляновия вал.
2. Отрежете парче пластмасов габарит (1), чиято дължина съответства на ширината на облицовката, и го поставете върху шийката на вала по протежение на останалата част.
3. Поставете капака и затегнете винтовете, както е описано по-горе.
4. Разхлабете винтовете, свалете капака и измерете ширината на смачкания габарит в най-широката му точка (с помощта на скалата, предоставена с габарита).
Стойността на разликата, получена по скалата, трябва да бъде в допустими граници.
Номинална стойност на хлабината: 0,040-0,055 мм.
Максимално допустим луфт: 0,10 мм.