
Агульная інфармацыя
У рухавіках сучасных аўтамабіляў выкарыстоўваюцца галоўкі цыліндраў аднаго з двух тыпаў: з верхнім размяшчэннем клапанаў (OHV) і з верхнім размяшчэннем размеркавальнага вала (OHC). Апошні тып можа быць пабіты на датчыку-выключальніку падгрупы: з адным размеркавальным валам верхняга размяшчэння (SOHC, ці проста OHC) і з двума размеркавальнымі валамі верхняга размяшчэння (DOHC).
У наш час галоўкі цыліндраў вырабляюцца метадам ліцця з алюмініевага сплава, што дазваляе ў значнай меры зменшыць сумарны сілавога агрэгата пры захаванні такіх жыццёва важных уласцівасцяў, як надзейнасць і здольнасць да адводу цеплыні.
Справядлівасці дзеля варта заўважыць, што нароўні з алюмініем пры вырабе галовак цыліндраў досыць шырокі распаўсюд мае і традыцыйны чыгун. Незалежна ад матэрыялу ўсе галоўкі ўкамплектоўваюцца сёдламі клапанаў. У некаторых галоўках на кожны з цыліндраў прыходзіцца па двух клапана, хоць у апошні час увесь большы распаўсюд атрымлівае мультиклапанная канфігурацыя, дзе кожны з цыліндраў можа быць абсталяваны трыма, чатырма і нават пяццю клапанамі. Тонкае механічнае прыцірка працоўных фасак талерак да сёдлаў забяспечвае герметычнасць камер згарання ў зачыненым становішчы клапанаў. Выкарыстанне накіроўвалых утулак забяспечвае адназначнасць зваротна-паступальнага руху клапанаў і цэнтроўкі апошніх адносна сёдлаў. З прычыны сказанага крытычнае значэнне набывае велічыня зазору пасадкі стрыжня клапана ў накіроўвалай утулцы. Пры празмерных зазорах звычайна павялічваецца выдатак рухальнага алею, могуць узнікаць страты разрэджання і павялічваецца верагоднасць пашкоджання затамкавых сёдлаў. Занадта шчыльная пасадка клапанаў у накіроўвалых утулках багатая іх закусваннем, што вядзе да непазбежнага зніжэння якая развіваецца сілавым агрэгатам магутнасці і падвышэнню рызыкі закліноўвання рухавіка. Апроч накіравальных утулак клапаны таксама абавязкова ўкамплектоўваюцца спружынамі, якія забяспечваюць неабходную шчыльнасць прыціскання талерак да сёдлаў і зварот іх у зачыненае становішча пасля змушанага адчынення пад уздзеяннем высілка, які развіваецца эксцэнтрыкавымі кулачкамі размеркавальнага вала(ов). Для фіксацыі спружын на стрыжнях клапанаў выкарыстоўваюцца спецыяльныя талеркі і двухсекцыйныя разрезные замкі (сухары). У галоўках, вырабленых з алюмініевага сплава, для абароны апошняга ад выцірання на затамкавыя спружыны ўсталёўваюцца адмысловыя рэгулявальныя шайбы.
У ідэале, падчас правядзенні капітальнага (аднаўленчага) рамонту галоўкі цыліндраў павінна вырабляцца замена ўсіх клапанаў у камплекце са спружынамі і накіроўвалымі ўтулкамі. Аднак, у залежнасці ад стану абслугоўванага рухавіка, вызначанага галоўнай выявай добрасумленнасцю ўладальніка аўтамабіля, неабходнасць у такой замене можа адпасці. Асноўнай прычынай заўчаснага зносу кампанентаў затамкавага механізму з'яўляецца няправільнасць рэгулявання наладкавых параметраў рухавіка. Так, працяглая праца агрэгата на пераўзбагачанай паветрана-паліўнай сумесі часцяком прыводзіць да вымывання алею з накіроўвалых утулак бензінам. Пераабедненне сумесі вядзе да празмернага падвышэння тэмпературы яе згарання, што прыводзіць да прагарання талерак клапанаў і іх сёдлаў.
Нажаль, цалкам прадухіліць знос унутраных кампанентаў галоўкі цыліндраў не ўяўляецца магчымым. Тым не менш, шляхам своечасовага правядзення аднаўленчага рамонту са стараннай прыціркай клапанаў дазволіць уладальніку транспартнага сродку скараціць матэрыяльныя выдаткі за кошт падаўжэння тэрміна службы галоўкі цыліндраў.
Варта заўважыць, што пры прагаранні толькі асобных клапанаў разумна будзе вырабіць замену ўсяго іх камплекта. Дадзенае сцвярджэнне ставіцца таксама і да іншых кампанентаў затамкавага механізму.
Як гэта не непрыемна, вызначыць стан унутраных кампанентаў галоўкі цыліндраў магчыма толькі пасля папярэдняй яе разборкі. Апісанне працэдуры дэмантажу галоўкі цыліндраў на Разгляданых у гэтым Кіраўніцтве мадэлях аўтамабіляў маркі Mitsubishi прыведзена ніжэй у дадзеным Раздзеле.
Чыстка
1. Дбайная ачыстка галоўкі цыліндраў і кампанентаў затамкавага механізму з наступнай дэталёвай праверкай іх стану дапамогуць вызначыць прыблізны аб'ём маючых адбыцца аднаўленчых работ.
Заўвага. Моцныя перагрэвы рухавіка могуць прывесці да дэфармацыі галоўкі цыліндраў і парушэнню плоскаснасці яе спалучаных паверхняў.
2. Саскрабці з спалучаных плоскасцяў галоўкі цыліндраў, впускного трубаправода і выпускнога калектара ўсе сляды матэрыялу старой пракладкі і герметыка, - паспрабуйце не пашкодзіць паверхні. Істотна палегчыць працу ўжыванне адмысловага размякчальніка, якім варта папярэдне прахарчаваць наліплыя адклады, - пытайце ў крамах аўтамабільных аксэсуараў.
3. Выдаліце са сценак вадзяных каналаў усе сляды шумавіння.
4. Цвёрдай драцяной шчоткай старанна прачысціце ўсе даступныя паражніны і адтуліны. Пры моцным забруджванні каналаў прачыстку галоўкі варта даручыць адмыслоўцам.
5. "Праганіце" падыходным па памеры метчыкам кожнае з балтавых адтулін, выдаліўшы з разьбярства прадукты карозіі, сляды старога герметыка і аднавіўшы пашкоджаныя віткі. Пры наяўнасці доступу да крыніцы сціснутага паветра, прадуйце адтуліны, выдаліўшы з іх габлюшку і дробнае смецце.
Пры выкарыстанні сціснутага паветра не забывайце апранаць ахоўныя акуляры!
6. Драцяной шчоткай зачысціце разьбярства шпілек мацавання ўпускнога трубаправода і выпускнога калектара.
7. Прамыйце галоўку растваральнікам і старанна прасушыце яе. Выкарыстанне сціснутага паветра дазволіць істотна скараціць тэрмін сушкі і дасць гарантыю якасці прачысткі дрэнна даступных паражнін і адтулін.
Заўвага. Рознага роду склады для выдалення слядоў нагара, істотна якія палягчаюць выкананне працэдуры чысткі, можна набыць у шматлікіх крамах аўтамабільных аксэсуараў. Памятайце, што такога роду сродкі звычайна з'яўляюцца хімічна агрэсіўнымі і павінны прымяняцца з захаваннем адпаведных мер засцярогі, - строга прытрымвайцеся інструкцый вытворцаў, звычайна прыведзеных на этыкетцы тары.
8. Прамыйце растваральнікам штурхачы клапанаў, затым старанна прасушыце іх. Выкарыстанне сціснутага паветра істотна палегчыць выкананне працэдуры (не забудзьцеся надзець ахоўныя акуляры).
Заўвага. Абсталяваныя гідракарэктарамі штурхачы варта складаць уверх дном у алейную ванну. Памятайце, што пры зборцы ўсе кампаненты павінны быць устаноўлены строга на свае ранейшыя месцы.
9. Прамыйце ў растваральніку і старанна прасушыце затамкавыя спружыны, іх талеркі, сёдлы і сухары разрезных замкаў, - паспрабуйце не пераблытаць кампаненты.
10. Саскрабці асноўную масу якія сфармаваліся на паверхнях клапанаў адкладаў, затым драцяной асадкай да электродрели канчаткова зачысціце паверхні стрыжняў і талерак клапанаў - сочыце, каб клапаны не апынуліся пераблытаныя.
Разборка
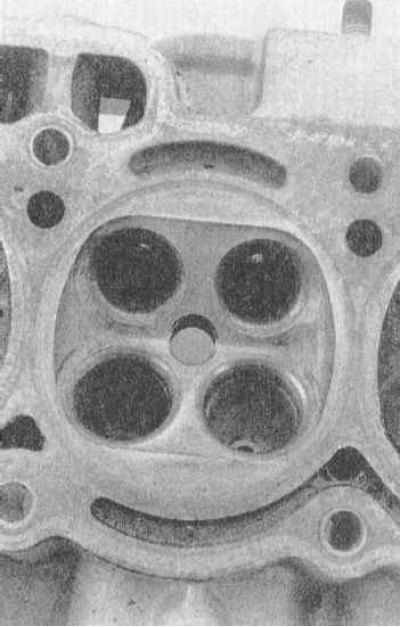
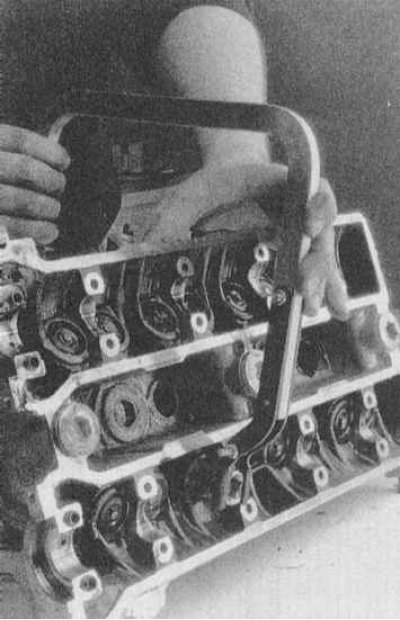
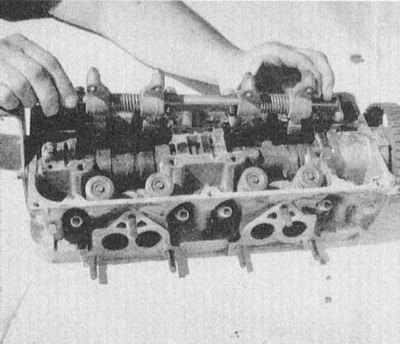
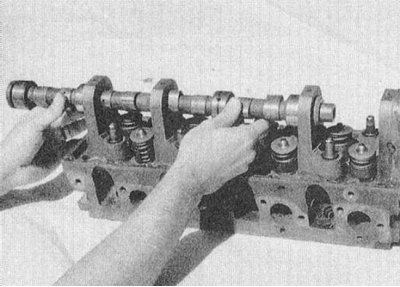
Канструкцыя выкарыстоўванай на пэўным рухавіку галоўкі цыліндраў (SOHC ці DOHC) не аказвае прынцыповага значэння на парадак выканання працэдуры дэмантажу кампанентаў механізму прывада клапанаў. Прыклады вонкавага выгляду галовак цыліндраў прадстаўлены на ілюстрацыях. Варта толькі заўважыць, што пры разборцы галоўкі тыпу DOHC адмысловая ўвага трэба надаць дбайнасці маркіроўкі ўсіх якія здымаюцца кампанентаў, - кампаненты прывада впускных клапанаў не павінны быць пры зборцы пераблытаныя з кампанентамі выпускных пры супадзенні нумара цыліндру і практычна абсалютнай вонкавай ідэнтычнасці. У якасці мнеманічнага правіла пры маркіроўцы дэталяў варта памятаць, што впускной размеркавальны вал з спадарожнымі кампанентамі размяшчаецца са боку впускнога трубаправода, выпускны - са боку выпускнога калектара.
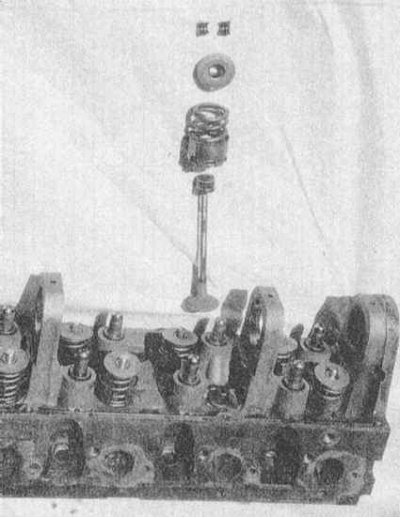 |  |
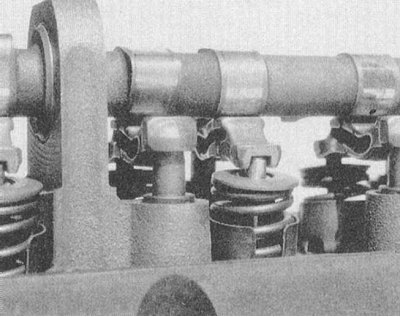
Галоўкі са штурхачамі кубкавага тыпу
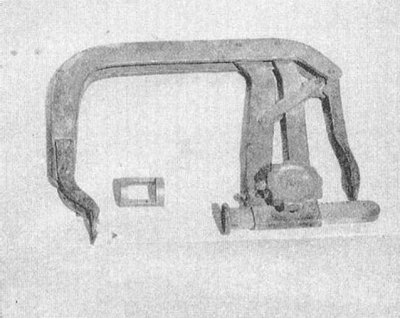
1. У большасці галовак цыліндраў у механізме прывада клапанаў выкарыстоўваюцца штурхачы кубачкавага тыпу. Сухары разрезного замка затамкавай спружыны змяшчаюцца пры такой канструкцыі ўсярэдзіне гнязда штурхача. Для разборкі галоўкі такога тыпу запатрабуюцца прылада для сціскання затамкавых спружын шрубцынгавага тыпу, апраўка для зняцця затамкавых спружын і невялікі магніт для вымання сухароў разрезного замка.
2. Калі яшчэ не прарабілі гэта, выміце з галоўкі цыліндраў размеркавальны вал(ы) і/ці штурхачы клапанаў.
Заўвага. Складайце якія здымаюцца кампаненты ў выразна прамаркіраваныя поліэтыленавыя пакеты. Маркіроўка павінна гарантаваць магчымасць усталёўкі кампанентаў пры зборцы строга на свае ранейшыя месцы.
3. Перавярніце галоўку такім чынам, каб забяспечыць магчымасць усталёўкі на яе шрубцынгі для сціскання затамкавых спружын, - звычайна галоўка ўкладваецца гарызантальна прокладочной паверхняй да выканаўцы і затамкавымі спружынамі ад яго.
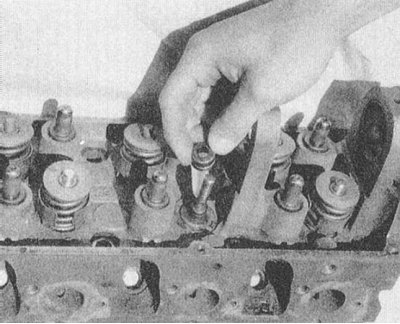
4. Уклаўшы апраўку для вымання спружыны ў гняздо штурхача, сцісніце спружыну.
5. Дапамагаючы сабе адвёрткай, пры дапамозе невялікага магніта выміце сухары разрезного замка са свайго пасадкавага гнязда.
6. Адпусціце шрубцынгу і зніміце затамкавую спружыну.
7. Выміце клапан з галоўкі цыліндраў. Пры якая адпавядае камплектацыі зніміце маслоотражательный каўпачок.
Заўвага. Выпускаюцца спецыяльныя прыстасаванні для зняцця маслоотражательных каўпачкоў. Альтэрнатыўна можна скарыстацца звычайнымі острогубцами, - паспрабуйце не пашкодзіць сценкі гнязда штурхача, што багата зніжэннем адэкватнасці пасадкі апошняга.
8. Пры адпаведнай камплектацыі зніміце з спружыны рэгулявальную шайбу, - ізноў скарыстайцеся магнітам або адвёрткай.
9. Дзейнічаючы ў аналагічнай манеры, зніміце кампаненты пакінутых клапанаў. Памятайце, што ўсе кампаненты варта складаць у выразна прамаркіраваныя кантэйнеры або пакеты.
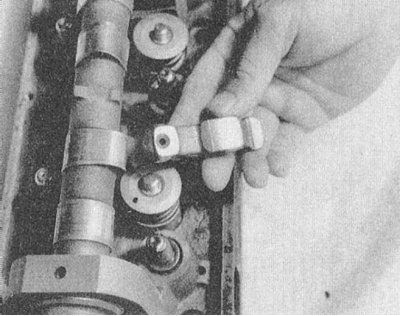
Галоўкі са штурхачамі рычажнога тыпу
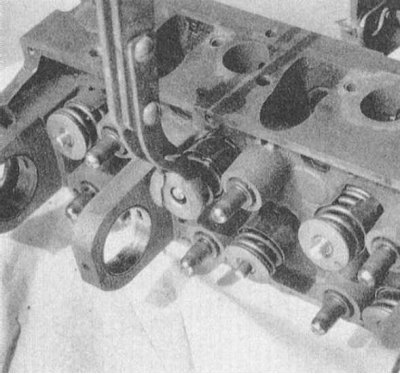
1. Для сціску затамкавых спружын на галоўках дадзенага тыпу звычайна выкарыстоўваецца адмысловая прылада стандартнага тыпу. Аднак, на некаторых мадэлях для ўсталёўкі такой прылады можа апынуцца нядосыць вольнага месца, - у такіх выпадках варта скарыстацца апісанай вышэй прыладай шрубцынговага тыпу.
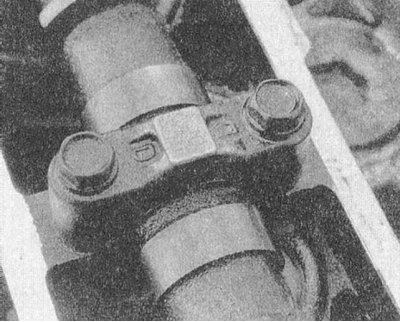
2. Калі яшчэ не прарабілі гэта, зніміце кампаненты механізму прывада клапанаў (рычагі прывада клапанаў або каромысла са сваімі восямі) і выміце размеркавальны вал(ы). Пры якая адпавядае камплектацыі зніміце таксама гідраўлічныя карэктары затамкавых зазораў.
Заўвага. Усе якія здымаюцца кампаненты варта складаць у арганізаваным парадку, адмысловая ўвага надаючы выразнасці маркіроўкі, - пры зборцы яны павінны быць усталяваны строга на свае ранейшыя месцы!
 |  |
 |  |
3. Перавярніце галоўку такім чынам, каб забяспечыць вольнае месца пад усталёўку прылады для сціску затамкавых спружын.
4. Завядучы прыладу, сцісніце спружыну першага клапана, цалкам разгрузіўшы яе талерку.
Заўвага. З прычыны развіцця нагараўтварэння талерка можа "прыкіпець" да сухароў разрезного замка і для вызвалення яе прыйдзецца лёгенька абстукаць малатком.
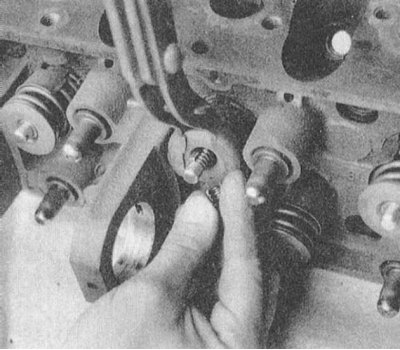
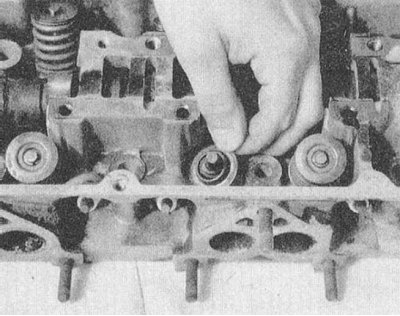
5. Пры дапамозе невялікага магніта выміце сухары разрезного замка з пасадачнай канаўцы на стрыжні клапана.
6. Адпусціце прыладу і зніміце талерку і спружыну са стрыжня клапана.
7. Пры адпаведнай камплектацыі зніміце маслоотражательный каўпачок.
Заўвага. Звычайна маслоотражательный каўпачок лягчэй здымаць з вынятага з рухавіка клапана гл. ніжэй.
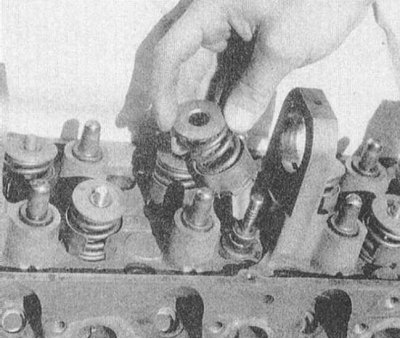
8. Перавярніце галоўку такім чынам, каб забяспечыць магчымасць зняцця з яе клапана.
9. Выміце клапан з галоўкі цыліндраў.
Заўвага. У выпадку неабходнасці папярэдне апрацуйце краі канаўкі пад усталёўку сухароў і тарэц хваставіка клапана напільнікам з дробным зубам.
10. Пры адпаведнай камплектацыі зніміце рэгулявальную шайбу затамкавай спружыны, - скарыстайцеся магнітам або адвёрткай.
11. Дзейнічаючы ў аналагічнай манеры, зніміце з галоўкі пакінутыя клапаны. Памятайце, што ўсе кампаненты варта складаць у выразна прамаркіраваныя кантэйнеры або пакеты.
Праверка стану кампанентаў
Пасля стараннага прамывання і прасушкі знятых з галоўкі кампанентаў затамкавага механізму можна прыступаць да праверкі іх стану. Запатрабуецца правядзенне некаторых кантрольных вымярэнняў, для чаго спатрэбяцца мікраметр з разводам губак 0÷25 мм, - для вымярэння дыяметра стрыжняў клапанаў, цыферблатны вымяральнік плунжерного тыпу/тэлескапічны нутромер, - для вымярэння ўнутранага дыяметра накіравальных утулак, штангенцыркуль і адмысловая прылада для адзнакі правільнасці тарцоўкі затамкавых спружын. Пры адсутнасці пад рукой пералічаных прылад выкананне праверкі стану кампанентаў варта даручыць адмыслоўцам аўтасэрвісу.
Клапаны
1. Праверце працоўныя фаскі талерак клапанаў на наяўнасць расколін, каверн і слядоў празмернага зносу. Сляды прагарання лягчэй за ўсё выяўляюцца пры аглядзе цыліндрычнай часткі (паяску) талеркі. Паясок павінен прысутнічаць на талерцы ў абавязковым парадку і мець аднолькавую шырыню па ўсім перыметры клапана. Скругленне або аплаўленне краёў паяска паказвае на прагар клапана. Варта таксама ацаніць ступень няплоскасныя кантавой паверхні талеркі, - пры наяўнасці празмернага прагіну ў цэнтральнай яе часткі клапан падлягае замене (пажадана ў камплекце з астатнімі).
2. Далей варта праверыць стан хваставік стрыжня клапана, - уважліва агледзіце яго тарэц і боку канаўкі пад усталёўку сухароў разрезного замка, - пераканайцеся ў адсутнасці задзіракоў і задзірын (асабліва калі пры зняцці клапана прыйшлося звярнуцца да апрацоўкі дадзеных участкаў напільнікам). Тарэц стрыжня клапана павінен быць абсалютна плоскім, у той час як некаторае скругленне заўсёды мае месца пры значным прабегу агрэгата. У выпадку неабходнасці зрабіце аднаўленне плоскаснасці тарца шляхам праточвання клапана.
3. Пакатаўшы стрыжань клапана па плоскай паверхні (у якасці такой можа паслужыць шыбу), праверце яго на наяўнасць прыкмет выгібу.
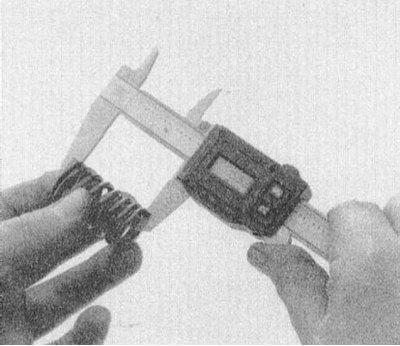
4. У заключэнне вымерайце дыяметр стрыжня клапана ў некалькіх месцах пры дапамозе мікраметра. Параўнайце паміж сабой вынікі вымярэння, - стрыжань павінен мець раўнамерную таўшчыню па ўсёй сваёй даўжыні. Калі мінімальнае дапушчальнае адхіленне дыяметра стрыжня клапана не паказана ў Спецыфікацыях, варта прыняць у якасці арыенціра значэнне 0.025 мм.
5. Дэфектныя ці зношаныя звыш дапушчальнай мяжы клапаны падлягаюць замене (пажадана ў камплекце з астатнімі).
Клапаныя спружыны, іх трымальнікі і сухары разрезного замка
1. У першую чаргу праверце затамкавыя спружыны на наяўнасць расколін, сашпіліўшы і іншых механічных пашкоджанняў. Далей варта вымераць вольную даўжыню спружын, - паспрабуйце не пераблытаць спружыны впускных клапанаў са спружынамі выпускных. Параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый.
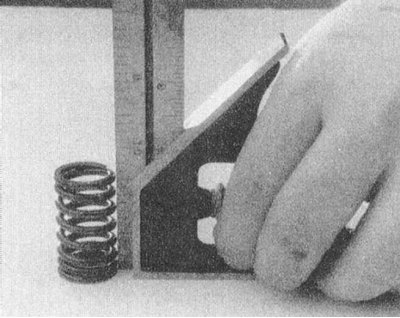
2. Пры дапамозе лінейкі і цяслярскага вугла ацаніце адэкватнасць тарцоўкі кожнай спружыны.
3. Пры наяўнасці пад рукой спецыяльнага прыбора, праверце намаганне, якое развіваецца спружынамі. Параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый.
4. Прасеўшыя, дэфектныя і празмерна зношаныя спружыны падлягаюць замене (пажадана ўсім камплектам).
5. Талеркі спружын рэдка маюць патрэбу ў замене, тым не менш, ацаніце стан іх працоўных паверхняў, якія кантактуюць з спружынай і сухарамі разрезного замка. У выпадку выяўлення прыкмет дэфармацыі або расколін зрабіце замену.
6. Ацэніце ступень зносу ўнутраных і вонкавых працоўных паверхняў сухароў разрэзных замкаў. У выпадку неабходнасці сухары замяняюцца ў камплекце са сваім клапанам.
Галоўка цыліндраў
Пры аглядзе галоўкі цыліндраў адмысловую ўвагу варта надаць стану накіроўвалых утулак і сёдлаў клапанаў. Таксама варта праверыць ліццё галоўкі на наяўнасць расколін і іншых механічных пашкоджанняў і ацаніць ступень няплоскаснасць спалучаных паверхняў.
Накіроўвалыя ўтулкі клапанаў
1. Пераканаўшыся ў спраўнасці стану клапанаў, варта ацаніць ступень зносу накіроўвалых утулак па велічыні зазораў пасадкі ў іх стрыжняў клапанаў.
Заўвага. Пераважна клапаны ўсё ж замяніць.
2. Перш чым прыступаць да вымярэнняў, уважліва агледзіце накіравальныя ўтулкі на наяўнасць расколін, задиров, задзірын і іншых механічных пашкоджанняў. Пры выкарыстанні ўтулак здымнага тыпу (на ўсіх галоўках, вырабленых з алюмініевага сплава) ацаніце шчыльнасць іх пасадкі, - наяўнасць які-небудзь слабіны з'яўляецца недапушчальным. Усе ўтулкі павінны выступаць на аднолькавую вышыню (лічачы ад сёдлаў спружын).
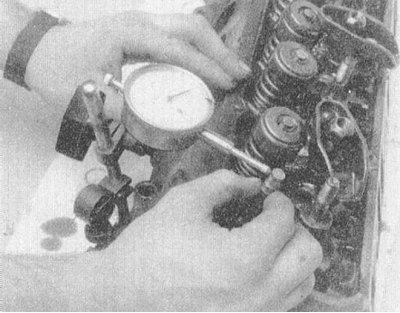
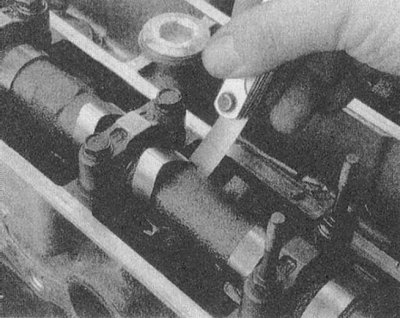
3. Замацуйце цыферблатны вымяральнік плунжерного тыпу са спружыннага боку галоўкі цыліндраў. Злёгку вышмаруйце стрыжань клапана і запраўце яго на сваё штатнае месца. Шчыльна прыцісніце плунжер вымяральніка да бакавой паверхні стрыжня клапана ў раёне хваставік і абнуліце прыбор. Паторгаць клапан з боку ў бок у накіроўвалай утулцы і лічыце паказанне вымяральніка, - вынік запішыце. Разгарніце вымяральнік пад 90°адносна першапачатковага свайго становішча і паспрабуйце праверку. Параўнаўшы вынікі вымярэнняў паміж сабой, ацаніце велічыню авальнасці накіроўвалай утулкі. Таксама параўнайце вынікі абодвух вымярэнняў з патрабаваннямі Спецыфікацый.
Заўвага. Выпускаюцца спецыяльныя тэлескапічныя нутромеры, прызначаныя для вызначэння ўнутранага дыяметра накіроўвалых утулак клапанаў, - пры выкарыстанні такога роду прыбора параўнайце вынікі вымярэнняў з прыведзенымі ў Спецыфікацыях нарматыўнымі патрабаваннямі.
4. Зношаныя або пашкоджаныя накіроўвалыя ўтулкі падлягаюць замене або праточцы.
Сядла клапанаў
1. Выканайце візуальны агляд сёдлаў клапанаў. Зважайце на наяўнасць расколін, каверн і слядоў прогара. На вока ацаніце глыбіню пасадкі сёдлаў у галоўцы, - празмернае заглыбленне кажа аб зносе кампанентаў. У выпадку выяўлення расколін сядла падлягаюць замене.
2. Пры наяўнасці пад рукой спецыяльнай прылады, праверце сядла на наяўнасць прыкмет овальности. Параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый, у выпадку неабходнасці зрабіце праточку.
Заўвага. Пры адсутнасці нарматыўных значэнняў трэба лічыць максімальнай дапушчальнай авальнасць велічынёй 0.051 мм.
Ацэнка плоскаснасці галоўкі
1. Старанна зачысціце спалучаныя паверхні галоўкі цыліндраў, цалкам выдаліўшы з іх усе сляды матэрыялу старой пракладкі.
2. Праверка плоскаснасці вырабляецца пры дапамозе спецыяльнага вымяральніка і мац лязовага тыпу. Вымярэнне вырабляецца ўздоўж ДП галоўкі і па абедзвюх дыяганалях спалучанай паверхні.
Заўвага. У якасці вымяральніка плоскаснасці можа быць скарыстана пастаўленая на рабро сталёвая лінейка.
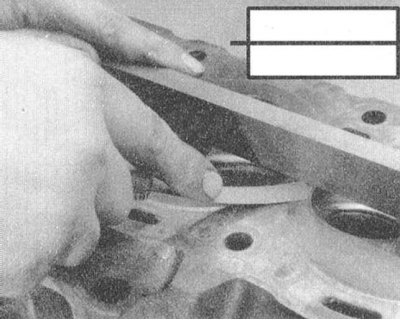 | 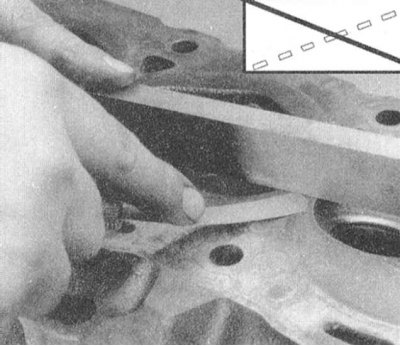 |
3. Калі велічыня няплоскасцевага перавышае 0.076 мм на даўжыні 15.2 мм (або 0.152 мм на поўную даўжыню спалучанай паверхні), галоўка цыліндраў падлягае праточцы.
Заўвага. Пасля проточки галовак цыліндраў V-вобразных рухавікоў варта якая адпавядае выявай пратачыць таксама пасадачны фланец впускного трубаправода з мэтай кампенсавання змены становішча спалучаных паверхняў.
Праверка стану ліцця галоўкі
1. Звычайна расколіны ў ліццё галоўкі з'яўляюцца ў раёне размяшчэння камер згарання, аднак, не выключана верагоднасць іх адукацыі і зблізку свячных адтулін, сёдлаў клапанаў і апорных паверхняў рычагоў прывада клапанаў.
2. Асаблівую ўвагу трэба надаць праверцы стану ліцца ў раёне выпускных партоў.
3 . Варта памятаць, што візуальны агляд не дазваляе выявіць утоеныя дэфекты ліцця. Значна больш дэталёвая карціна структуры цела галоўкі можа быць атрымана падчас выкананні дэфектаскапіі з ужываннем метадаў магнітнага рэзанансу (Magnaflux®), - для вырабленых з чыгуну галовак, або з ужываннем флуоресцирующих складаў (Ziglo®), - для лёгкасплаўных галовак. Падобнага роду праверкі заўсёды могуць быць зроблены за цалкам разумную плату на станцыях тэхабслугоўвання.
4. Галоўка, якая мае механічныя пашкоджанні падлягае замене.
Размеркавальныя валы і штурхальнікі клапанаў
Апісанне працэдур праверкі стану размеркавальных валаў і кампанентаў механізму прывада клапанаў гл Зняцце і ўстаноўка размеркавальных валаў і штурхачоў прывада клапанаў.
Метады аднаўлення кампанентаў
Большая частка аднаўленчых працэдур павінна рабіцца ва ўмовах майстэрні аўтасэрвісу.
Прыцірка клапанаў
Заўвага. Прыцірка клапанаў ажыццяўляецца ў апошнюю чаргу, пасля таго як стан усіх кампанентаў галоўкі будзе праверана і ажыццёўлены іх неабходны аднаўленчы рамонт/замена.
1. Калі клапаны прызнаныя прыдатнымі да наступнага выкарыстання, неабходна вырабіць проточку кантавых паверхняў іх хваставік і прыцірку працоўных фасак да сваіх сёдлаў.
Заўвага. Новыя клапаны таксама падлягаюць прыцірцы, пасля ажыццяўлення якой яны становяцца цвёрда прывязанымі да сваіх сёдлаў.
2. Перавярніце галоўку цыліндраў уверх дном.
3. Злёгку вышмаруйце стрыжні клапанаў і запраўце іх на свае штатныя месцы ў галоўку.
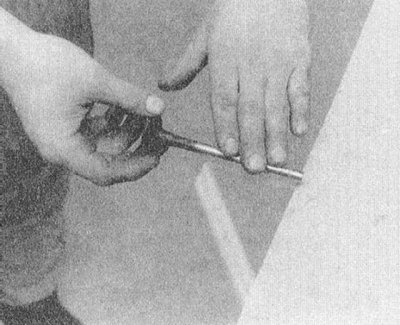
4. Прыпадніміце які падлягае прыцірцы клапан над сядлом і вырабіце на працоўную паверхню апошняга трохі адмысловай притирочной пасты.
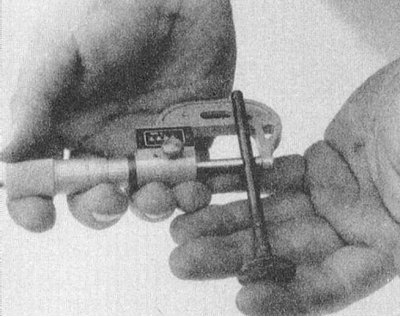
5. Злёгку намочыце прысоску притирочного трымальніка і замацуеце апошні на плоскім баку талеркі клапана.
6. Круцячы прывадную дзяржальню прылады паміж далонямі, пачніце прыціраць клапан да свайго сядла. Імкніцеся часцей перахапляць дзяржальню, адначасова злёгку змяняючы становішча клапана адносна сядла ў пазбяганне адукацыі разор.
7. Працягвайце прыцірку датуль, пакуль на працоўнай паверхні сядла не ўтворыцца роўнае кольца матавага шэрага колеру аднолькавай па ўсім перыметры шырыні.
8. Аддзяліце прывад і пераходзіце да прыціркі чарговага клапана.
9. У заключэнне не забудзьцеся старанна працерці кампаненты, выдаліўшы з іх паверхні ўсе сляды притирочной пасты і абразіва.
Спружыны, талеркі і сухары разрэзных замкаў
10. Пералічаныя ў загалоўку падраздзела кампаненты аднаўленчаму рамонту не падлягаюць і ў выпадку выхаду іх ладу павінны быць заменены.
Накіроўвалыя ўтулкі клапанаў
1. У аўтамабільных рухавіках прымяняецца толькі два тыпу накіроўвалых утулак: здымныя (выкарыстоўваюцца ў лёгкасплаўных галоўках) і ўбудаваныя (выкарыстоўваюцца галоўках, вырабленых з чыгуну).
Заўвага. Чыгунныя галоўкі часам таксама ўкамплектоўваюцца здымнымі ўтулкамі.
2. Аднаўленне зношаных накіроўвалых утулак можа быць выраблена адным з чатырох спосабаў: накатка; усталёўка ўставак; расточванне і замена.
3. Пры накатцы метал дэталі дэфармуецца, што прыводзіць да памяншэння зазору. Адначасова аднаўляецца цэнтроўка ўтулкі. Накатка з'яўляецца найболей простым і танным метадам узнаўлення накіравальных утулак, аднак патрабуе наяўнасці адмысловай інструментальнай базы і прыводзіць да значнага скарачэння тэрміна службы адноўленай дэталі.
4. Бронзавая ўстаўка можа быць усталявана ў зношаную накіроўвалую ўтулку пасля яе папярэдняй расточвання. Выпускаюцца абсталяваныя разьбой устаўкі, - для іх усталёўкі ўтулку неабходна папярэдне нарэзаць метчыкам адпаведнага памеру. Альтэрнатыўна могуць быць усталяваныя танкасценныя ўтулкі разрезного тыпу, - яны запраўляюцца ў вывастраную ўтулку, пасля чаго развальцоўваюцца адмысловай прыладай і проточиваются пад патрэбны памер.
5. Эфектыўным спосабам, асабліва пры аднаўленні ўтулак убудаванага тыпу з'яўляецца расточванне іх пад клапаны большага памеру. Расточванне вырабляецца пры дапамозе спецыяльнага зенкера ў дыяпазоне ад 0.076 да 0.762 мм (часцей за ўсё - 0.381 мм). Неабходна набыць рамонтныя клапаны які адпавядае памеру.
6. Для замены ўтулак убудаванага тыпу іх неабходна высвідраваць з галоўкі. Затым гнёзды развострываюцца пад патрабаваны памер і ў іх запрасоўваюцца рамонтныя ўтулкі. Пасадка новых утулак ажыццяўляецца пры дапамозе малатка і ступеністай выбівачкі. Адмысловая ўвага пры ўсталёўцы рамонтных утулак павінна надавацца цэнтроўцы іх адносна затамкавых сёдлаў. Пасадкавая вышыня новай утулкі таксама павінна быць строга адпавядаць арыгінальнай, - не забудзьцеся вымераць яе перад здыманнем старых утулак. Старыя ўтулкі выстукваюцца з галоўкі таксама пры дапамозе малатка і выбівачкі. Перад усталёўкай рамонтных утулак неабходна вызначыць, ці павінны яны ажыццяўляць герметызацыю вадзяной кашулі галоўкі ці не, - калі так, неабходна выкарыстоўваць які адпавядае герметык, у адваротным выпадку ўтулку і сценкі прыёмнага гнязда перад пасадкай варта вышмараваць зборачнай змазкай. Пасадка ўтулак у галоўку вырабляецца са боку ўсталёўкі затамкавых спружын.
Заўвага. Выкарыстанне набору тэхналагічных шайбаў дапаможа пры кантролі глыбіні пасадкі ўтулак.
Сядла клапанаў
Заўвага. Праточванне сёдлаў клапанаў павінна вырабляцца толькі пасля таго як усталявальныя параметры накіравальных утулак будуць прыведзены ў адпаведнасць з патрабаваннямі Спецыфікацый.
Пасля выканання замены накіроўвалых утулак сядла клапанаў проточиваются ў абавязковым парадку!
1. Калі сядла клапанаў знаходзяцца ў здавальняючым стане, то пасля ажыццяўлення прыціркі клапанаў (гл. Вышэй) можна прыступаць да зборкі галоўкі цыліндраў (гл. Ніжэй).
2. Аднаўленне зношаных або пашкоджаных сёдлаў павінна рабіцца ва ўмовах майстэрні аўтасэрвісу. Пры праточцы сёдлаў асаблівая ўвага надаецца цэнтроўцы іх адносна накіроўвалых утулак клапанаў.
Праточка галоўкі цыліндраў
Пры аднаўленні моцна дэфармаванай галоўкі цэнтравальнай праточцы павінны быць падвергнуты таксама падшыпнікавыя шыйкі размеркавальнага вала(ов). Невыкананне дадзенага патрабавання багата сур'ёзнымі ўнутранымі пашкоджаннямі рухавіка пры спробе яго запуску!
1. Пры асабліва моцнай дэфармацыі спалучаных паверхняў галоўка падлягае замене.
2. Праточванне спалучаных паверхняў галоўкі (калі ў ёй узнікае неабходнасць) павінна вырабляцца ва ўмовах майстэрні аўтасэрвісу.
Заўвага. Пры зняцці ходзе праточвання з паверхняў галоўкі пласта металу павінны быць выкананы нарматыўныя патрабаванні да геаметрычных параметраў.
3. Пасля вяртання галоўкі з працы яе неабходна яшчэ раз самай стараннай выявай вычысціць (гл. вышэй).
Заладка расколін у ліццё галоўцы
У некаторых выпадках трэснутая галоўка цыліндраў можа быць адноўлена. Уздоўж расколіны ў вырабленай з чыгуну галоўцы ўсталёўваюцца разьбовыя ўстаўкі. Пры аднаўленні лёгкасплаўных галовак больш эфектыўна з'яўляецца прымяненне зваркі, хоць выкарыстанне разьбовых уставак таксама дапушчальна. Некаторыя дэфекты могуць быць ухілены толькі з ужываннем паяння ці зваркі, - звяртайцеся за кансультацыяй да адмыслоўцаў аўтасэрвісу.
Зборка
У першую чаргу неабходна падрыхтаваць працоўнае месца, адмысловую ўвагу надаўшы чысціні паверхняў і наяўнасці дастатковай вольнай прасторы. Паклапаціцеся пра абсталяванне месца пад складаванне падлеглых усталёўцы кампанентаў. Усе ўсталёўваныя дэталі таксама павінны быць самай стараннай выявай вычышчаныя і высушаныя.
Галоўкі са штурхачамі кубкавага тыпу
1. Для ўсталёўкі патопленых у гняздзе штурхача кампанентаў клапанаў на галоўках дадзенага тыпу спатрэбіцца невялікая адвёртка, шрубцынга для сціску затамкавых спружын з апраўкай, трохі белай змазкі (циатима) і маса цярпення.
2. Злёгку вышмаруйце стрыжні клапанаў і ўсталюеце іх на свае штатныя месцы ў галоўку цыліндраў.
3. Пры адпаведнай камплектацыі ўсталюеце куды варта рэгулявальныя шайбы затамкавых спружын.
4. Усталюйце новыя маслоотражательные каўпачкі (калі такія прадугледжаны канструкцыяй). Калі каўпачок саджаецца на накіроўвалую ўтулку, папярэдне злёгку вышмаруйце вонкавую паверхню апошняй. Калі замест каўпачка выкарыстоўваецца ўшчыльняльнае кольца, яно ўсталёўваецца пасля сціску затамкавай спружыны, але перад пасадкай на стрыжань клапана сухароў разрезного замка.
5. Апраніце на стрыжань клапана спружыну і яе талерку.
6. Усталюйце апраўку і сцісніце спружыну пры дапамозе спецыяльнай шрубцынгі.
7. Працуючы адвёрткай як шпатэлем, запоўніце выгібы сухароў разрезного замка густой змазкай, - гэта дапаможа часова зафіксаваць сухары на стрыжні клапана да адпушчэння спружыны.
8. Падчапляючы адвёрткай (ізноў скарыстайцеся змазкай), пасадзіце сухары на свае штатныя месцы на стрыжні клапана, шчыльна прыціснуўшы іх да паверхні апошняга.
9. Павольна адпусціце сціскальную затамкавую спружыну шрубцынгу, - прасочыце, каб сухары не выпалі, - і зніміце яе з рухавіка.
10. Дзейнічаючы ў аналагічнай манеры, усталюеце кампаненты на пакінутыя клапаны.
11. Усталюеце штурхачы, размеркавальны вал(ы) (не забудзьцеся праверыць усталёўку затамкавых зазораў) і іншыя якія здымаліся падчас дэмантажу кампаненты.
Галоўкі са штурхачамі рычажнога тыпу
1. Злёгку вышмаруйце стрыжні клапанаў і ўсталюеце апошнія на свае штатныя месцы ў галоўку цыліндраў.
2. Пры адпаведнай камплектацыі ўсталюеце куды варта рэгулявальныя шайбы затамкавых спружын.
3. Усталюйце новыя маслоотражательные каўпачкі (калі такія прадугледжаны канструкцыяй). Калі каўпачок саджаецца на накіроўвалую ўтулку, папярэдне злёгку вышмаруйце вонкавую паверхню апошняй. Калі замест каўпачка выкарыстоўваецца ўшчыльняльнае кольца, яно ўсталёўваецца пасля сціску затамкавай спружыны, але перад пасадкай на стрыжань клапана сухароў разрезного замка.
4. Апраніце на стрыжань клапана спружыну і яе талерку.
5. Пры дапамозе спецыяльнай прылады сцісніце затамкавую спружыну.
6. Пасадзіце на стрыжань клапана сухары разрэзнага замка.
7. Павольна адпусціце затамкавую спружыну, - прасочыце, каб сухары не выпалі з канаўкі на стрыжні клапана.
8. Зніміце з галоўкі інструмент, які сціскае спружыну.
9. Дзейнічаючы ў аналагічнай манеры, усталюеце кампаненты на пакінутыя клапаны.
10. Усталюеце штурхачы, размеркавальны вал(ы) (не забудзьцеся вырабіць рэгуляванне затамкавых зазораў, - гл. Главу Наладкі і бягучае абслугоўванне) і іншыя кампаненты, якія здымаліся падчас дэмантажу.