
Informacje ogólne
Nowoczesne silniki samochodowe wykorzystują jeden z dwóch rodzajów głowic cylindrów: zawory górne (OHV) i z górnym wałkiem rozrządu (OHC). Ostatni typ można podzielić na podgrupę przełączników czujnikowych: z jednym górnym wałkiem rozrządu (SOHC lub po prostu OHC) i z dwoma górnymi wałkami rozrządu (DOHC).
Obecnie głowice cylindrów wykonuje się metodą odlewania ze stopu aluminium, co pozwala znacznie zmniejszyć całkowitą moc jednostki przy zachowaniu tak istotnych właściwości, jak niezawodność i odprowadzanie ciepła.
Należy uczciwie zauważyć, że wraz z aluminium w produkcji głowic cylindrów tradycyjne żeliwo jest również dość rozpowszechnione. Niezależnie od materiału, wszystkie głowice wyposażone są w gniazda zaworowe. Niektóre głowice mają dwa zawory na cylinder, chociaż ostatnio bardziej powszechna stała się konfiguracja wielozaworowa, w której każdy cylinder może być wyposażony w trzy, cztery lub nawet pięć zaworów. Precyzyjne mechaniczne szlifowanie skosów roboczych płyt do gniazd zapewnia szczelność komór spalania w pozycji zamkniętej zaworów. Zastosowanie tulei prowadzących zapewnia wyjątkowość ruchu posuwisto-zwrotnego zaworów i ich wyrównanie względem gniazd. W związku z powyższym luz trzpienia zaworu w tulei prowadzącej nabiera wartości krytycznej. Nadmierne luzy zwykle zwiększają zużycie oleju silnikowego, mogą wystąpić straty podciśnienia i bardziej prawdopodobne jest uszkodzenie gniazda zaworu. Zbyt ciasne dopasowanie zaworów w tulejach prowadzących jest obarczone ich gryzieniem, co prowadzi do nieuchronnego spadku mocy wytwarzanej przez jednostkę napędową i zwiększonego ryzyka zakleszczenia silnika. Oprócz tulei prowadzących, zawory obowiązkowo wyposażone są również w sprężyny, które zapewniają niezbędną szczelność docisku płytek do gniazd i przywracają je do pozycji zamkniętej po wymuszonym otwarciu pod wpływem siły wytwarzanej przez mimośród wałka rozrządu kamery (ow). Do mocowania sprężyn na trzpieniach zaworów stosuje się specjalne płytki i dwuczęściowe zamki dzielone (krakersy). W głowicach wykonanych ze stopu aluminium na sprężynach zaworów montowane są specjalne podkładki regulacyjne, które chronią je przed wycieraniem.
Idealnie, w trakcie stolicy (Naprawczy) naprawy głowicy cylindrów, należy wymienić wszystkie zawory wraz ze sprężynami i tulejami prowadzącymi. Jednak w zależności od stanu serwisowanego silnika, uwarunkowanego przede wszystkim sumiennością właściciela pojazdu, wymiana ta może nie być konieczna. Główną przyczyną przedwczesnego zużycia elementów mechanizmu rozrządu zaworowego jest niewłaściwa regulacja ustawień silnika. Tak więc długotrwała praca urządzenia na ponownie wzbogaconej mieszance paliwowo-powietrznej często prowadzi do wypłukiwania oleju z tulei prowadzących benzyną. Nadmierne zubożenie mieszanki prowadzi do nadmiernego wzrostu temperatury jej spalania, co prowadzi do wypalenia płytek zaworowych i ich gniazd. Żywotność sprężyn zaworowych jest bezpośrednio związana ze stylem jazdy kierowcy pojazdu – częste przekręcanie silnika nieuchronnie prowadzi do szybszej awarii sprężyn.
Niestety nie można całkowicie zapobiec zużyciu wewnętrznych elementów głowicy cylindrów. Jednak terminowa regeneracja wraz ze starannym szlifowaniem zaworów pozwoli właścicielowi pojazdu obniżyć koszty materiałów poprzez wydłużenie żywotności głowicy cylindrów.
Należy zauważyć, że jeśli przepalą się tylko pojedyncze zawory, rozsądna byłaby wymiana całego ich zestawu. To stwierdzenie dotyczy również innych elementów mechanizmu zaworowego.
Choć to nieprzyjemne, określenie stanu wewnętrznych elementów głowicy cylindrów jest możliwe dopiero po jej wstępnym demontażu. Opis procedury demontażu głowicy cylindrów w modelach samochodów marki Mitsubishi rozpatrywanych w niniejszym Zarządzie znajduje się poniżej w tym rozdziale.
Czyszczenie
1. Dokładne oczyszczenie głowicy cylindrów i elementów mechanizmu rozrządu, a następnie szczegółowa kontrola ich stanu pomoże określić przybliżony zakres prac renowacyjnych do wykonania.
Notatka. Poważne przegrzanie silnika może prowadzić do deformacji głowicy cylindrów i naruszenia płaskości współpracujących powierzchni.
2. Zeskrobać wszelkie ślady starego materiału uszczelki i uszczelniacza z płaszczyzn styku głowicy cylindrów, kolektora dolotowego i kolektora wydechowego - starając się nie uszkodzić powierzchni. Zastosowanie specjalnego zmiękczacza, który należy wstępnie nasączyć przywierającymi osadami, znacznie ułatwi pracę – zapytaj w sklepach z akcesoriami samochodowymi.
3. Usuń wszelkie ślady kamienia ze ścianek kanałów wodnych.
4. Dokładnie wyczyść wszystkie dostępne wnęki i otwory sztywną szczotką drucianą. W przypadku silnego zanieczyszczenia kanałów czyszczenie głowicy należy powierzyć specjalistom.
5. "Odjechać" odpowiednim gwintownikiem dla każdego z otworów pod śruby, usuwając produkty korozji z gwintu, ślady starego uszczelniacza i odnawiając uszkodzone zwoje. Jeśli masz dostęp do źródła sprężonego powietrza, przedmuchaj otwory, aby usunąć wióry i drobne zanieczyszczenia.
Pamiętaj o okularach ochronnych podczas używania sprężonego powietrza!
6. Za pomocą szczotki drucianej oczyść gwinty śrub dwustronnych kolektora dolotowego i wylotowego.
7. Głowicę umyć rozpuszczalnikiem i dokładnie wysuszyć. Zastosowanie sprężonego powietrza znacznie skróci czas schnięcia i zagwarantuje jakość czyszczenia trudno dostępnych ubytków i dziur.
Notatka. W wielu sklepach z akcesoriami samochodowymi można kupić różnego rodzaju środki do usuwania śladów sadzy, które znacznie ułatwiają czyszczenie. Pamiętaj, że tego typu produkty są zazwyczaj agresywne chemicznie i należy ich używać z zachowaniem odpowiednich środków ostrożności – ściśle stosuj się do zaleceń producenta, zwykle podanych na etykiecie opakowania.
8. Umyć popychacze zaworów rozpuszczalnikiem, a następnie dokładnie je wysuszyć. Zastosowanie sprężonego powietrza znacznie ułatwi zabieg (nie zapomnij założyć okularów ochronnych).
Notatka. Pchacze wyposażone w korektory hydrauliczne należy składać do góry dnem w kąpieli olejowej. Pamiętaj, że podczas montażu wszystkie elementy muszą być instalowane ściśle na swoich oryginalnych miejscach.
9. Umyć w rozpuszczalniku i dokładnie osuszyć sprężyny zaworów, ich talerzyki, gniazda i zatrzaski zamka - staraj się nie pomieszać elementów.
10. Zeskrobać większość osadów powstałych na powierzchniach zaworów, następnie dyszą drucianą do wiertarki elektrycznej, na koniec oczyścić powierzchnie trzonków i płytek zaworów - upewnić się, że zawory nie są pomieszane.
Demontaż
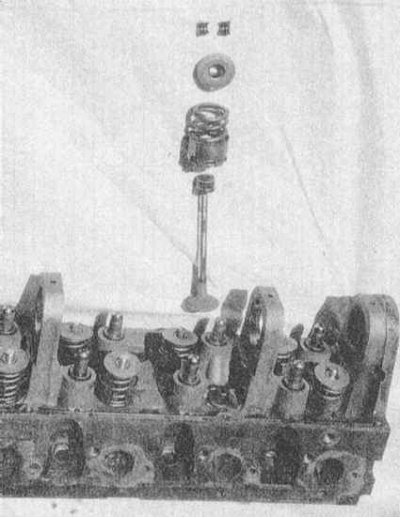
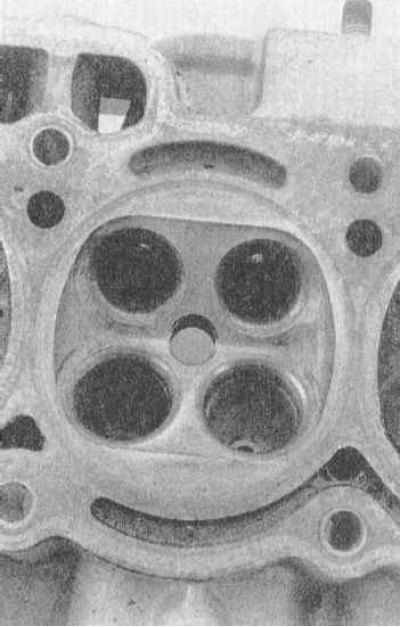
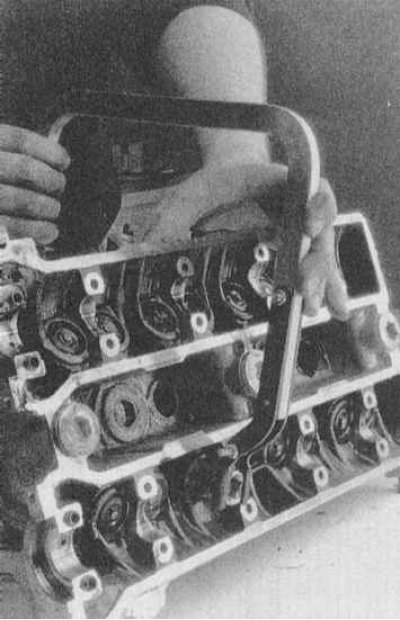
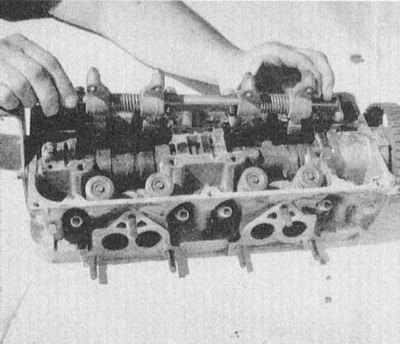
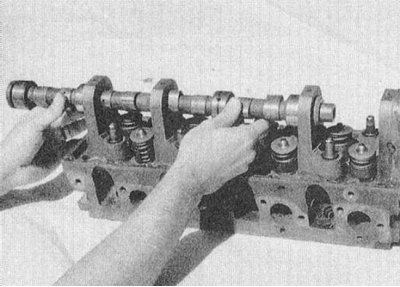
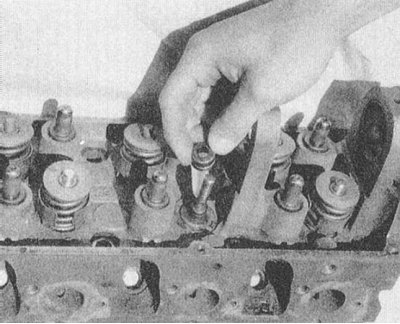
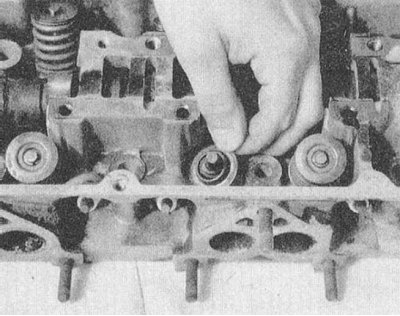
Konstrukcja głowicy cylindrów stosowana w konkretnym silniku (SOHC lub DOHC) nie ma zasadniczego wpływu na procedurę demontażu elementów mechanizmu napędu zaworu. Przykłady wyglądu głowic cylindrów pokazano na ilustracjach. Należy tylko zaznaczyć, że przy demontażu głowicy DOHC należy zwrócić szczególną uwagę na staranność oznaczenia wszystkich demontowanych elementów - elementów napędu zaworu dolotowego nie należy mylić z elementami wydechu podczas montażu jeśli numer cylindra się zgadza i jest prawie bezwzględny tożsamość zewnętrzna. Podczas oznaczania części należy pamiętać, że wałek rozrządu zaworów dolotowych wraz z powiązanymi elementami znajduje się po stronie rury dolotowej, a wylot po stronie kolektora wydechowego.
 |  |
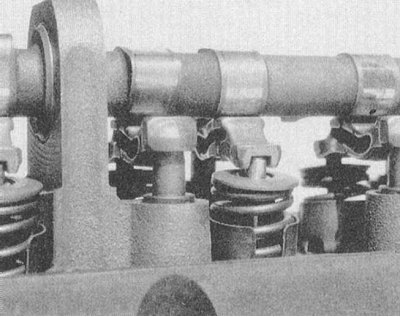
Popychacze do kubków
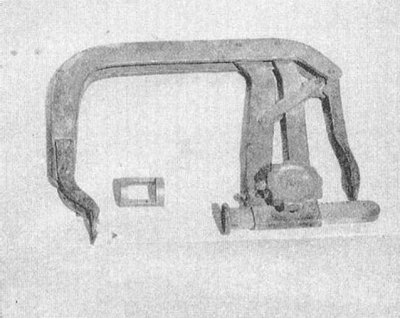
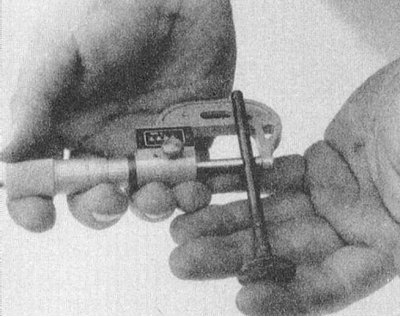
1. Większość głowic cylindrów wykorzystuje popychacze miseczkowe w mechanizmie uruchamiania zaworów. Krakersy blokady sprężyny zaworu dzielonego są umieszczone w tej konstrukcji wewnątrz gniazda popychacza. Aby zdemontować ten typ głowicy, będziesz potrzebować ścisku sprężyny zaworowej typu zaciskowego, narzędzia do demontażu sprężyn zaworowych i małego magnesu do usunięcia zawleczek blokady dzielonej.
2. Jeśli jeszcze tego nie zrobiłeś, wyjmij wałek rozrządu z głowicy cylindrów (S) i/lub popychacze zaworów.
Notatka. Umieść usunięte elementy w wyraźnie oznakowanych plastikowych torebkach. Oznaczenie powinno gwarantować możliwość montażu elementów podczas montażu ściśle w ich oryginalnych miejscach.
3. Głowicę obrócić tak, aby można było założyć na nią zaciski do ściśnięcia sprężyn zaworów - zazwyczaj głowica układana jest poziomo powierzchnią uszczelki w kierunku wykonawcy i zawór odskakuje od niej.
4. Wkładając trzpień do wyciągania sprężyny w gniazdo popychacza, ściśnij sprężynę.
5. Pomagając sobie śrubokrętem, użyj małego magnesu, aby wyjąć zatrzaski z gniazda.
6. Zwolnij zacisk i wyjmij sprężynę zaworu.
7. Wyjmij zawór z głowicy cylindrów. Jeśli jest na wyposażeniu, zdejmij uszczelkę olejową.
Notatka. Dostępne są specjalne narzędzia do usuwania uszczelek olejowych. Alternatywnie możesz użyć zwykłych szczypiec igłowych - staraj się nie uszkodzić ścianek gniazda popychacza, co jest obarczone spadkiem adekwatności dopasowania tego ostatniego.
8. Przy odpowiedniej konfiguracji zdejmij podkładkę regulacyjną ze sprężyny - ponownie użyj magnesu lub śrubokręta.
9. W ten sam sposób zdejmij pozostałe elementy zaworu. Pamiętaj, aby wszystkie komponenty umieścić w wyraźnie oznakowanych pojemnikach lub workach.
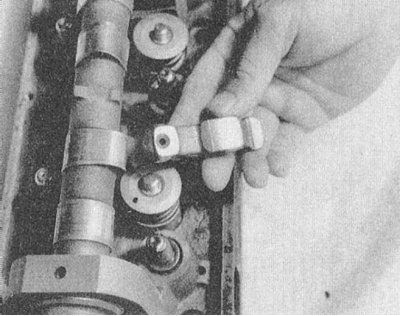
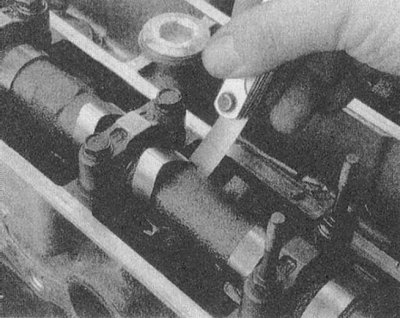
Głowice z popychaczami typu dźwigniowego
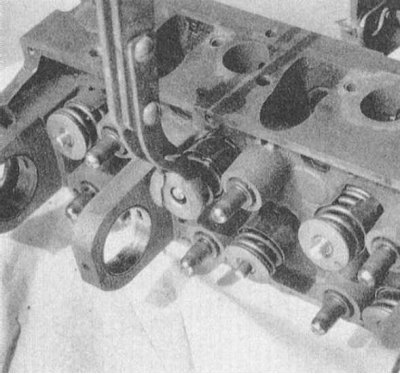
1. Do ściskania sprężyn zaworowych na głowicach tego typu zwykle używa się specjalnego narzędzia standardowego. Jednak w niektórych modelach może nie być wystarczającej ilości wolnego miejsca do zainstalowania takiego narzędzia - w takich przypadkach należy użyć opisanego powyżej narzędzia zaciskowego.
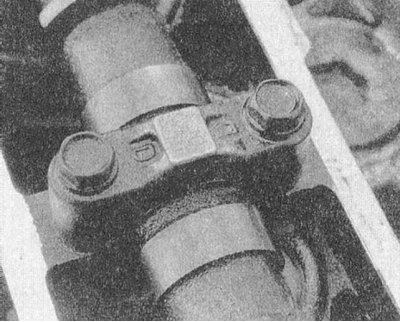
2. Jeśli jeszcze tego nie zrobiono, wyjmij elementy mechanizmu rozrządu zaworowego (dźwignie uruchamiające zawory lub wahacze z własnymi osiami) i wyjmij wałek rozrządu (S). Jeśli jest na wyposażeniu, wymontuj również hydrauliczne regulatory luzu zaworowego.
Notatka. Wszystkie wyjmowane elementy należy złożyć w uporządkowany sposób, zwracając szczególną uwagę na czytelność oznaczeń - podczas montażu należy je montować ściśle w swoich oryginalnych miejscach!
 |  |
 |  |
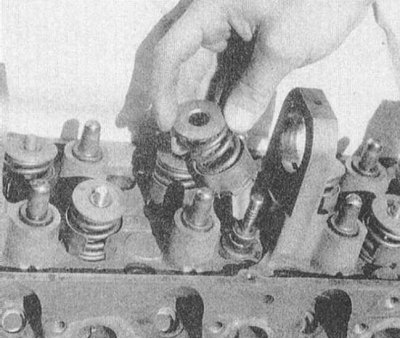
3. Odwróć głowicę tak, aby było wolne miejsce na zamontowanie narzędzia do ściskania sprężyn zaworowych.
4. Po uruchomieniu narzędzia ściśnij sprężynę pierwszego zaworu całkowicie odciążając jego płytkę.
Notatka. Ze względu na rozwój tworzenia się węgla płyta może "polubić" do pęknięć rozszczepionego zamka i aby go zwolnić, będziesz musiał lekko uderzyć go młotkiem.
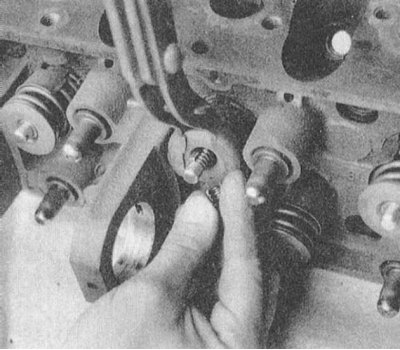
5. Za pomocą małego magnesu wyjmij zawleczki zabezpieczające z rowka na trzpieniu zaworu.
6. Zwolnij narzędzie i zdejmij grzybek i sprężynę z trzpienia zaworu.
7. Jeśli jest na wyposażeniu, zdejmij uszczelkę olejową.
Notatka. Zwykle łatwiej jest usunąć uszczelkę olejową z zaworu wyjętego z silnika (patrz poniżej).
8. Odwróć głowicę tak, aby można było z niej wyjąć zawór.
9. Wyjmij zawór z głowicy cylindrów.
Notatka. W razie potrzeby obrób wstępnie krawędzie rowka do montażu krakersów i koniec trzpienia zaworu za pomocą pilnika o drobnych zębach.
10. Jeśli jest na wyposażeniu, zdejmij podkładkę regulacyjną sprężyny zaworu - użyj magnesu lub śrubokręta.
11. W ten sam sposób zdejmij pozostałe zawory z głowicy. Pamiętaj, aby wszystkie komponenty umieścić w wyraźnie oznakowanych pojemnikach lub workach.
Sprawdzanie stanu komponentów
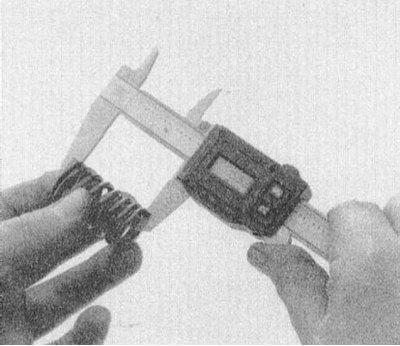
Po dokładnym umyciu i wysuszeniu wyjętych z głowicy elementów mechanizmu zaworowego można przystąpić do sprawdzania ich stanu. Konieczne będą pomiary kontrolne, do których potrzebny będzie mikrometr o rozstawie szczęk 0 ÷ 25 mm, - do pomiaru średnicy trzonków zaworów czujnik zegarowy nurnikowy / średnicówka teleskopowa, - do pomiaru średnicy wewnętrznej średnicę tulei prowadzących, suwmiarkę oraz specjalne narzędzie do oceny stopnia osiadania i prawidłowego ustawienia sprężyn zaworowych. W przypadku braku pod ręką wymienionych narzędzi sprawdzenie stanu podzespołów należy powierzyć specjalistom serwisu samochodowego.
Zawory
1. Sprawdź sfazowania dysków zaworów pod kątem pęknięć, ubytków i oznak nadmiernego zużycia. Ślady spalenia najłatwiej wykryć podczas badania części cylindrycznej (pas) dania. Pasek musi być obecny na płytce bezbłędnie i mieć taką samą szerokość na całym obwodzie zaworu. Zaokrąglenie lub stopienie krawędzi paska wskazuje na przepalenie zaworu. Należy również ocenić stopień płaskości powierzchni czołowej krążka – w przypadku nadmiernego ugięcia w jego centralnej części należy wymienić zawór (Najlepiej z innymi).
2. Następnie należy sprawdzić stan trzonka trzpienia zaworu, - dokładnie obejrzeć jego powierzchnię czołową oraz krawędzie rowka do montażu krakersów, - upewnić się, czy nie ma zadziorów lub zadziorów (zwłaszcza jeśli podczas usuwania zaworu musiałeś skorzystać z przetwarzania tych obszarów za pomocą pliku). Końcówka trzpienia zaworu musi być absolutnie płaska, podczas gdy przy dużym przebiegu jednostki zawsze występuje pewne zaokrąglenie. W razie potrzeby przywrócić płaskość powierzchni czołowej, obracając zawór.
3. Obróć trzpień zaworu na płaskiej powierzchni (jako takie może służyć szkło okienne), sprawdź, czy nie ma oznak zginania.
4. Na koniec zmierz średnicę trzpienia zaworu w kilku punktach za pomocą mikrometru. Porównaj wyniki pomiarów ze sobą - pręt musi mieć jednakową grubość na całej swojej długości. Jeżeli minimalna tolerancja średnicy trzonka zaworu nie jest określona w Specyfikacjach, jako wartość orientacyjną należy przyjąć wartość 0,025 mm.
5. Uszkodzone lub zużyte zawory należy wymienić (Najlepiej z innymi).
Sprężyny zaworowe, ich uchwyty i łamacze zamka
1. Przede wszystkim sprawdź sprężyny zaworów pod kątem pęknięć, odprysków i innych uszkodzeń mechanicznych. Następnie należy zmierzyć swobodną długość sprężyn - staraj się nie pomylić sprężyn zaworu dolotowego ze sprężynami wydechowymi. Porównaj wyniki pomiarów z wymaganiami Specyfikacji.
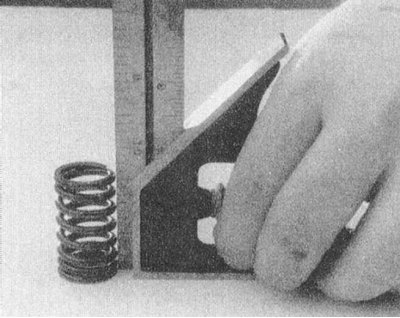
2. Za pomocą linijki i kątownika stolarskiego oceń prawidłowość przycięcia każdej sprężyny.
3. Jeśli masz pod ręką specjalne urządzenie, sprawdź siłę wytwarzaną przez sprężyny. Porównaj wyniki pomiarów z wymaganiami Specyfikacji.
4. Zwisające, wadliwe i nadmiernie zużyte sprężyny należy wymienić (najlepiej jako cały zestaw).
5. Płytki sprężyste rzadko wymagają wymiany, jednak należy ocenić stan ich powierzchni roboczych stykających się ze sprężyną i pękniętymi złamaczami zamka. Jeśli widoczne są oznaki deformacji lub pęknięć, należy je wymienić.
6. Ocenić stopień zużycia wewnętrznych i zewnętrznych powierzchni roboczych krakersów. W razie potrzeby krakersy są wymieniane wraz z zaworem.
Głowica cylindra
Podczas kontroli głowicy cylindrów należy zwrócić szczególną uwagę na stan tulei prowadzących i gniazd zaworów. Należy również sprawdzić odlew głowicy pod kątem pęknięć i innych uszkodzeń mechanicznych oraz ocenić stopień niepłaskości współpracujących powierzchni.
Prowadnice zaworów
1. Po upewnieniu się, że stan zaworów jest dobry, należy ocenić stopień zużycia tulei prowadzących na podstawie wielkości szczelin, w które wchodzą w nie trzpienie zaworów.
Notatka. Mimo wszystko lepiej wymienić zawory.
2. Przed przystąpieniem do pomiarów dokładnie obejrzyj tuleje prowadzące pod kątem pęknięć, otarć, zadziorów i innych uszkodzeń mechanicznych. Podczas korzystania z wyjmowanych tulei (na wszystkich głowicach wykonanych ze stopu aluminium) ocenić szczelność ich dopasowania - niedopuszczalna jest obecność jakichkolwiek luzów. Wszystkie tuleje muszą wystawać na tę samą wysokość (licząc od sprężynowych siedzisk).
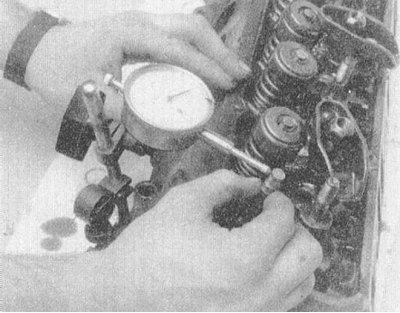
3. Zamocować czujnik zegarowy typu nurnikowego po stronie sprężyny głowicy cylindrów. Lekko nasmaruj trzpień zaworu i wkręć go na miejsce. Mocno docisnąć tłok miernika do bocznej powierzchni trzpienia zaworu w okolicy trzpienia i wyzerować przyrząd. Pociągnij zawór z boku na bok w tulei prowadzącej i odczytaj odczyt licznika - zapisz wynik. Obróć miernik o 90°w stosunku do jego pierwotnej pozycji i ponownie przetestuj. Porównując ze sobą wyniki pomiarów, ocenić owalność tulei prowadzącej. Należy również porównać wyniki obu pomiarów z wymaganiami Specyfikacji.
Notatka. Do pomiaru średnicy wewnętrznej prowadnic zaworów dostępne są specjalne średnicówki teleskopowe - w przypadku korzystania z tego typu przyrządu należy porównać wyniki pomiarów z wymaganiami normy podanymi w Specyfikacjach.
4. Zużyte lub uszkodzone tuleje prowadzące należy wymienić lub zregenerować.
Gniazda zaworowe
1. Dokonaj oględzin gniazd zaworów. Zwróć uwagę na obecność pęknięć, ubytków i śladów przepalenia. Oceń wzrokowo głębokość osadzenia w głowicy - nadmierna penetracja wskazuje na zużycie elementów. W przypadku stwierdzenia pęknięć siedzenia należy wymienić.
2. Jeśli masz pod ręką specjalne narzędzie, sprawdź gniazda pod kątem oznak owalności. Porównaj wyniki pomiarów z wymaganiami Specyfikacji, w razie potrzeby wykonaj rowek.
Notatka. W przypadku braku wartości wzorcowych należy uwzględnić maksymalną dopuszczalną owalność wynoszącą 0,051 mm.
Ocena płaskości głowy
1. Dokładnie oczyść współpracujące powierzchnie głowicy cylindrów, całkowicie usuwając z nich wszelkie ślady starego materiału uszczelki.
2. Płaskość sprawdza się za pomocą specjalnego miernika i szczelinomierza łopatkowego. Pomiaru dokonuje się wzdłuż DP głowicy i wzdłuż obu przekątnych powierzchni współpracującej.
Notatka. Stalowa linijka umieszczona na krawędzi może służyć jako miernik płaskości.
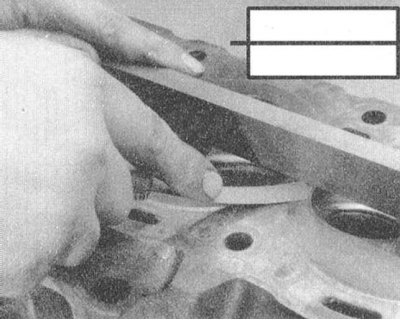 | 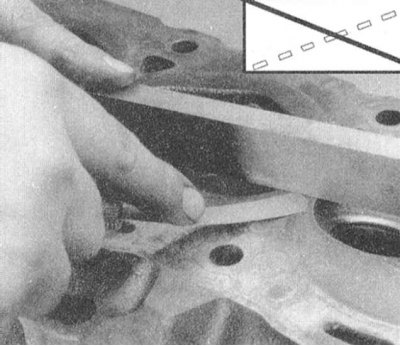 |
3. Jeśli wielkość płaskości przekracza 0,076 mm na długości 15,2 mm (lub 0,152 mm na całej długości powierzchni współpracującej), głowica cylindrów obraca się.
Notatka. Po obróceniu głowic cylindrów silników w kształcie litery V należy również odpowiednio obrobić kołnierz podsadzeniowy rurociągu dolotowego, aby skompensować zmiany położenia współpracujących powierzchni.
Sprawdzenie stanu odlewu głowicy
1. Zwykle pęknięcia w odlewie głowicy pojawiają się w okolicy komór spalania, jednak możliwość ich powstania jest również możliwa w pobliżu otworów świec, gniazd zaworów i powierzchni nośnych dźwigni napędu zaworów.
2. Szczególną uwagę należy zwrócić na sprawdzenie stanu zalewania w okolicy króćców wylotowych.
3. Należy pamiętać, że oględziny nie ujawniają ukrytych wad odlewów. Znacznie bardziej szczegółowy obraz struktury korpusu głowicy można uzyskać podczas defektoskopii metodami rezonansu magnetycznego (Magnaflux®), - do głowic wykonanych z żeliwa lub z wykorzystaniem związków fluorescencyjnych (Ziglo®), - do głowic aluminiowych. Tego rodzaju kontrole zawsze można wykonać za bardzo rozsądną opłatą na stacjach paliw.
4. Głowicę z uszkodzeniami mechanicznymi należy wymienić.
Wałki rozrządu i popychacze zaworów
Opis procedur sprawdzania stanu wałków rozrządu i elementów mechanizmu napędu zaworów znajduje się w rozdz Demontaż i montaż wałków rozrządu i popychaczy zaworów.
Metody odzyskiwania komponentów
Większość zabiegów renowacyjnych należy przeprowadzać w warsztacie samochodowym.
Docieranie zaworów
Notatka. Docieranie zaworów przeprowadza się na końcu, po sprawdzeniu stanu wszystkich elementów głowicy i przeprowadzeniu ich niezbędnej renowacji/wymiany.
1. W przypadku stwierdzenia przydatności zaworów do dalszej eksploatacji należy obrócić powierzchnie końcowe ich trzonków i zeszlifować skosy robocze do gniazd.
Notatka. Nowe zawory również poddawane są docieraniu, po czym zostają sztywno przymocowane do swoich gniazd.
2. Odwróć głowicę cylindrów do góry nogami.
3. Lekko nasmaruj trzpienie zaworów i wkręć je we właściwe miejsca w głowicy.
4. Podnieś zawór, który ma być docierany, z gniazda i nałóż trochę specjalnej pasty docierającej na gniazdo zaworu.
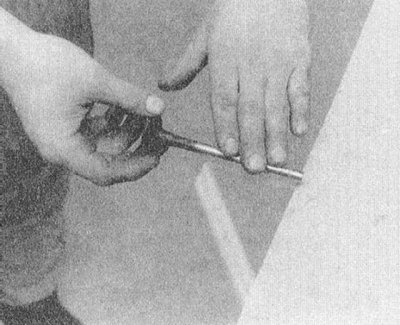
5. Lekko zwilżyć przyssawkę uchwytu docierającego i przymocować uchwyt docierający do płaskiej strony dysku zaworu.
6. Obróć uchwyt napędowy narzędzia między dłońmi i zacznij uderzać zaworem o siedzenie. Staraj się częściej przechwytywać uchwyt, jednocześnie nieznacznie zmieniając położenie zaworu względem gniazda, aby uniknąć tworzenia się rowków.
7. Kontynuuj docieranie, aż na powierzchni roboczej siodła utworzy się równy pierścień matowo-szarego koloru na całym obwodzie.
8. Odłączyć siłownik i przystąpić do szlifowania w kolejnym zaworze.
9. Na koniec dokładnie wytrzyj elementy, usuwając wszelkie ślady pasty do docierania i ścierniwa z ich powierzchni.
Sprężyny, płytki i krakersy zamków dzielonych
10. Podzespoły wymienione w nagłówku podrozdziału nie podlegają renowacji iw przypadku ich awarii podlegają wymianie.
Prowadnice zaworów
1. W silnikach samochodowych stosowane są tylko dwa rodzaje tulei prowadzących: wymienne (stosowany w głowicach ze stopów lekkich) i wbudowane (stosowane są głowice wykonane z żeliwa).
Notatka. Głowice żeliwne wyposażane są czasem także w wyjmowane tuleje.
2. Regenerację zużytych tulei prowadzących można wykonać na jeden z czterech sposobów: radełkowanie; instalacja wkładek; nudne i zastępcze.
3. Podczas radełkowania metal części ulega deformacji, co prowadzi do zmniejszenia szczeliny. Jednocześnie przywracane jest centrowanie tulei. Radełkowanie jest najprostszą i najtańszą metodą regeneracji tulei prowadzących, jednak wymaga specjalnego zaplecza narzędziowego i prowadzi do znacznego skrócenia żywotności regenerowanej części.
4. Wkładkę z brązu można zamontować w zużytej tulei prowadzącej po uprzednim jej nawierceniu. Dostępne są wkładki gwintowane, - w celu ich zamontowania należy najpierw wyciąć tuleję wybijakiem o odpowiednim rozmiarze. Alternatywnie można zainstalować cienkościenne tuleje dzielone - są one wsuwane w wywierconą tuleję, po czym są kielichowane specjalnym narzędziem i obrabiane do pożądanego rozmiaru.
5. Skutecznym sposobem, szczególnie przy renowacji tulei wbudowanych, jest ich wywiercenie pod większe zawory. Wytaczanie odbywa się za pomocą specjalnego pogłębiacza w zakresie od 0,076 do 0,762 mm (najczęściej - 0,381 mm). Konieczne jest zakupienie zaworów naprawczych o odpowiednim rozmiarze.
6. Aby wymienić tuleje typu wbudowanego, należy je wywiercić z głowicy. Następnie gniazda są wiercone do wymaganego rozmiaru i wciskane są w nie tuleje naprawcze. Lądowanie nowych tulei odbywa się za pomocą młotka i schodkowego wybijaka. Podczas montażu tulei naprawczych należy zwrócić szczególną uwagę na ich wyśrodkowanie względem gniazd zaworowych. Wysokość podestu nowej tulei musi również ściśle odpowiadać oryginalnej - nie zapomnij zmierzyć jej przed wyjęciem starych tulei. Stare tuleje są również wybijane z głowicy młotkiem i wybijakiem. Przed zamontowaniem tulei naprawczych należy ustalić, czy powinny one uszczelniać płaszcz wodny głowicy czy nie - jeśli tak, należy zastosować odpowiedni uszczelniacz, w przeciwnym razie tuleję i ścianki gniazda osadczego należy nasmarować smarem montażowym przed lądowaniem. Tuleje osadzone są w głowicy od strony gdzie są zamontowane sprężyny zaworowe.
Notatka. Zastosowanie zestawu podkładek technologicznych pomoże w kontrolowaniu głębokości osadzenia tulei.
Gniazda zaworowe
Notatka. Obracanie gniazda zaworu powinno być wykonywane dopiero po dostosowaniu ustawień tulei prowadzącej do wymagań Specyfikacji.
Po wymianie tulei prowadzących gniazda zaworów muszą być bezwzględnie obrobione!
1. Jeśli gniazda zaworów są w zadowalającym stanie, to po dotarciu zaworów (patrz wyżej) możesz rozpocząć montaż głowicy cylindrów (patrz poniżej).
2. Renowację zużytych lub uszkodzonych siodełek należy przeprowadzić w warsztacie obsługi samochodu. Podczas obracania gniazd szczególną uwagę zwraca się na ich wycentrowanie względem prowadnic zaworów.
Rowek głowicy cylindrów
Podczas przywracania poważnie zdeformowanej głowicy, czopy łożysk wałka rozrządu muszą być również poddane rowkowi centrującemu (ow). Nieprzestrzeganie tego wymogu jest obarczone poważnymi uszkodzeniami wewnętrznymi silnika podczas próby jego uruchomienia!
1. W przypadku szczególnie silnego odkształcenia powierzchni współpracujących głowicę należy wymienić.
2. Obracanie współpracujących powierzchni głowy (jeśli okaże się to konieczne) należy przeprowadzić w warsztacie obsługi samochodu.
Notatka. Podczas usuwania przebiegu rowka z powierzchni głowicy warstwy metalowej należy przestrzegać wymagań przepisów dotyczących parametrów geometrycznych.
3. Po powrocie głowicy z pracy należy ją ponownie dokładnie wyczyścić (patrz wyżej).
Uszczelnianie pęknięć w głowicy odlewniczej
W niektórych przypadkach pękniętą głowicę cylindrów można naprawić. Wkładki gwintowane są instalowane wzdłuż pęknięcia w głowicy wykonanej z żeliwa. Podczas odnawiania głowic stopowych bardziej efektywne jest spawanie, chociaż dopuszczalne jest również stosowanie wkładek gwintowanych. Niektóre usterki można wyeliminować jedynie za pomocą lutowania lub spawania - skontaktuj się ze specjalistą serwisu samochodowego w celu uzyskania porady.
Montaż
Przede wszystkim należy przygotować miejsce pracy, zwracając szczególną uwagę na czystość powierzchni i dostępność wystarczającej ilości wolnej przestrzeni. Zadbaj o wyposażenie miejsca do przechowywania elementów do montażu. Wszystkie części przeznaczone do montażu muszą być również dokładnie oczyszczone i wysuszone.
Popychacze do kubków
1. Do zamontowania elementów zaworu wpuszczanego na tego typu głowicę potrzebny będzie mały śrubokręt, zacisk sprężyny zaworowej z trzpieniem, trochę białego smaru (cyatima) i dużo cierpliwości.
2. Lekko nasmaruj trzpienie zaworów i zamontuj je we właściwych miejscach w głowicy cylindrów.
3. Przy odpowiednim zestawie założyć kolejno podkładki regulacyjne sprężyn zaworowych.
4. Załóż nowe uszczelki olejowe (jeśli przewiduje to projekt). Jeśli nasadka jest osadzona na tulei prowadzącej, najpierw lekko nasmaruj zewnętrzną powierzchnię tej ostatniej. Jeśli zamiast kołpaka używany jest o-ring, jest on instalowany po ściśnięciu sprężyny zaworu, ale przed osadzeniem pęknięć zamka dzielonego na trzpieniu zaworu.
5. Załóż sprężynę i jej płytkę na trzpień zaworu.
6. Zamontować trzpień i ścisnąć sprężynę specjalnym zaciskiem.
7. Używając śrubokręta jak szpatułki, wypełnij smarem zagięcia kluczy zamka dzielonego, co pomoże tymczasowo zamocować klucze na trzpieniu zaworu przed zwolnieniem sprężyny.
8. Podważanie śrubokrętem (ponownie zastosować lubrykant), umieść krakersy w ich regularnych miejscach na trzpieniu zaworu, dociskając je mocno do powierzchni tego ostatniego.
9. Powoli zwolnij zacisk dociskający sprężynę zaworu - uważaj, aby krakersy nie wypadły - i zdejmij go z silnika.
10. W ten sam sposób zamontuj elementy na pozostałych zaworach.
11. Zamontować popychacze wałka rozrządu (S) (nie zapomnij sprawdzić luzów zaworowych) oraz inne elementy zdemontowane podczas demontażu.
Głowice z popychaczami typu dźwigniowego
1. Lekko nasmaruj trzpienie zaworów i zamontuj je na swoich miejscach w głowicy cylindrów.
2. Przy odpowiednim komplecie założyć podkładki regulacyjne sprężyn zaworowych.
3. Załóż nowe uszczelki olejowe (jeśli przewiduje to projekt). Jeśli nasadka jest osadzona na tulei prowadzącej, najpierw lekko nasmaruj zewnętrzną powierzchnię tej ostatniej. Jeśli zamiast kołpaka używany jest o-ring, jest on instalowany po ściśnięciu sprężyny zaworu, ale przed osadzeniem pęknięć zamka dzielonego na trzpieniu zaworu.
4. Załóż sprężynę i jej płytkę na trzpień zaworu.
5. Za pomocą narzędzia specjalnego ściśnij sprężynę zaworu.
6. Umieścić krakersy zamka dzielonego na trzpieniu zaworu.
7. Powoli zwolnij sprężynę zaworu - uważaj, aby krakersy nie wypadły z rowka na trzpieniu zaworu.
8. Zdejmij narzędzie do ściskania sprężyny z głowicy.
9. W ten sam sposób zamontuj elementy na pozostałych zaworach.
10. Zamontować popychacze wałka rozrządu (S) (nie zapomnij wyregulować luzów zaworowych - patrz rozdz Ustawienia i bieżąca konserwacja) oraz inne elementy zdemontowane podczas demontażu.