
Агульная інфармацыя
Падчас правядзенні аднаўленчага рамонту блока цыліндраў звычайна вырабляецца замена поршняў з поршневымі кольцамі, карэнных і шатунных падшыпнікаў каленчатага вала, кампанентаў прывада ГРМ і алейнай помпы. На рухавіках OHV замене падлягае таксама размеркавальны вал і штурхачы клапанаў.
У выпадку неабходнасці вырабляецца проточка цыліндраў/замена гільзаў. Люстэркі цыліндраў павінны отхонингованы ў абавязковым парадку.
Каленчаты вал звычайна таксама падлягае праточцы з наступнай падборкай рамонтных укладышаў падшыпнікаў.
Выдаленне ступеністага зносу ў верхняй частцы цыліндраў
1. З прычыны таго, што падчас свайго працоўнага цыклу поршні не дасягаюць верхняга зрэзу цыліндру, у канцы іх ходу на люстэрку цыліндраў утворыцца прыступка, наяўнасць якой мяшае выманню шатунна-поршневых зборак і можа з'явіцца чыннікам пашкоджання новых поршняў пры ўсталёўцы іх у рухавік.
2. Выпускаецца некалькі тыпаў зенкераў, якія выкарыстоўваюцца для выдалення ступеністага зносу цыліндраў, усе яны адносяцца да ліку адносна недарагіх інструментаў.
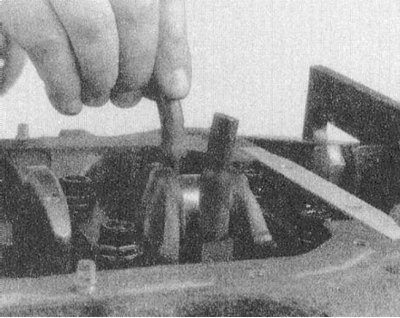
3. Правярніце каленчаты вал такім чынам, каб поршань які адпавядае цыліндру апусціўся ў сваё ніжняе становішча.
4. Прыкрыйце дно поршня ахоўным пластом рыззя
5. Прыгатуйце зенкер і, прытрымліваючыся інструкцый вытворцаў прылады, апрацуйце верхнюю частку цыліндру, выдаліўшы з яе ступеністы знос.
Заўвага. Паспрабуйце не перашчыраваць і не пашкодзіць люстэрка цыліндраў у працоўнай яго частцы!
6. Выміце зенкер, рыззё і пілавінне, якое ўтварылася ў выніку апрацоўкі.
7. Дзейнічаючы ў аналагічнай манеры, выдаліце ступеністы знос з люстэркаў усіх цыліндраў.
Разборка і чыстка
1. Усталюйце рухавік на мантажны стэнд або трывалы варштат. Альтэрнатыўна абкладзеце агрэгат на падлогу гаража на пару драўляных блокаў (спалучанай з трансмісіяй паверхняй уніз). Палажэнне рухавіка павінна забяспечваць вольны доступ да крапяжу вечкаў ніжніх галовак шатуноў і магчымасць проворачивания каленчатага вала. Усе прадугледжаныя канструкцыяй агрэгата вечка павінны быць зняты з рухавіка.
2. Зніміце з рухавіка кампаненты прывада ГРМ і галоўку цыліндраў. Зніміце паддон картэра і маслазаборны вузел. У выпадку неабходнасці зніміце прывад алейнай помпы, балансавальныя і дапаможныя валы.
3. Выдаліце сляды ступеністага зносу ў верхняй частцы цыліндраў (гл. Вышэй).
4. Перавярніце рухавік такім чынам, каб адкрыўся непасрэдны доступ да каленчатага вала. Пры дапамозе чарцілкі або кернера прамаркіруйце шатуны ў адпаведнасці з прыналежнасцю іх свае цыліндрам. Аналагічнай выявай прамаркіруйце таксама вечкі карэнных падшыпнікаў.
5. Ізноў перавярніце рухавік, - на гэты раз першым цыліндраў уверх. Праверніце каленчаты вал такім чынам, каб поршань першага цыліндру апынуўся ў ніжняй частцы свайго ходу. Адпусціце крапеж і зніміце вечка ніжняй галоўкі шатуна першага цыліндру (пасачыце, каб укладыш шатун падшыпніка застаўся ў вечку).
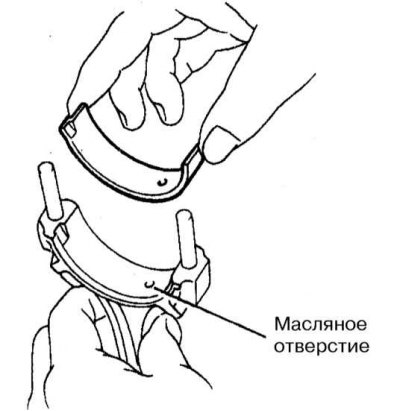
6. Нацягніце на крапежныя шпількі адрэзкі паліўнага шланга, забяспечыўшы тым самым абарону шыйкі вала і люстэркі цыліндраў ад пашкоджання падчас вымання шатуннай зборкі.
7. Драўлянай дзяржальняй малатка праштурхніце шатун уверх прыблізна на 25 мм і выміце з пасцелі ў яго ніжняй галоўцы верхні ўкладыш падшыпніка.
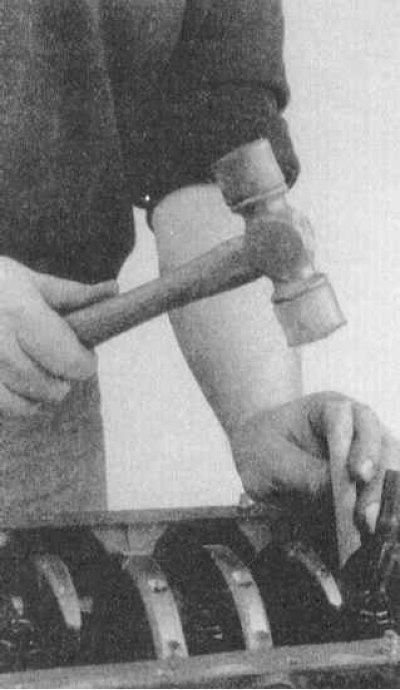
8. Працягвайце асцярожна выстукваць зборку ўверх датуль, пакуль з цыліндру не вызваляцца поршневыя кольцы.
Увага! У выпадку ўзнікнення супраціву неадкладна спыніце выстукванне зборкі і пераканайцеся ў паўнаце выдалення слядоў ступеністага зносу ў верхняй частцы люстэрка цыліндру!
9. Уручную канчаткова выміце шатунна-поршневую зборку з блока. Укладзяце ўкладышы падшыпніка ў пасцелі, усталюеце на месца вечка ніжняй галоўкі шатуна, нямоцна зацягнуўшы крапеж.
10. Дзейнічаючы ў аналагічнай манеры, выміце з блока пакінутыя шатунна-поршневыя зборкі.
Заўвага. Пры абслугоўванні V-вобразных рухавікоў спачатку здабываюцца зборкі з аднаго шэрагу цыліндраў, затым рухавік пераварочваецца ўверх другім побач і здабываюцца пакінутыя зборкі.
12. На дадзеным этапе адзіным, якія застаюцца ў блоку кампанентам павінен апынуцца каленчаты вал. У некалькі прыёмаў раўнамерна прыслабце крапеж і зніміце вечкі карэнных падшыпнікаў (з укладзенымі ў іх укладышамі).
13. Асцярожна выміце са сваіх пасцеляў у блоку каленчаты вал.
14. Выканайце дбайную чыстку ўсіх знятых кампанентаў. Калі не збіраецеся неадкладна прыступаць да зборкі рухавіка, абкладзеце блок у чысты поліэтыленавы пакет.
Праверка стану кампанентаў
1. Падчас праверкі стану кампанентаў блока рухавіка запатрабуюцца некаторыя адмысловыя прылады. У лік такіх прылад уваходзяць:
- Два ці тры мікраметры для вымярэння дыяметраў поршняў і шыек каленчатага вала;
- Цыферблатны вымяральнік плунжерного тыпу;
- Станок для ацэнкі ступені дэфармацыі бадзягаў.
2. Пры адсутнасці пад рукой неабходнага інструментара выкананне праверкі стану кампанентаў варта даручыць спецыялістам аўтасэрвісу.
3. Уважліва агледзіце блок на наяўнасць у ім расколін і іншых механічных пашкоджанняў. Спосабы выяўлення ўтоеных дэфектаў апісаны ў Раздзеле Аднаўленчы рамонт галоўкі цыліндраў, прысвечаным праверцы стану галоўкі цыліндраў. Правільней за ўсё будзе даручыць выкананне праверкі стану ліцця блока спецыялістам аўтасэрвісу.
Блок рухавіка
Праверка цэнтроўкі пасцеляў карэнных падшыпнікаў
1. Праверце пасцелі карэнных падшыпнікаў у блоку і вечках на наяўнасць слядоў перагрэву, задиров і задзірын і іншых механічных пашкоджанняў. У выпадку неабходнасці аддайце блок у праточку, альбо здзейсніце яго замену. Лёгкія дэфекты могуць быць выдалены пры дапамозе напільніка з дробным зубам.
2. Праверце цэнтроўку пасцеляў падшыпнікаў у блоку пры дапамозе вымяральніка плоскаснасці, абклаўшы апошні ўздоўж восі пракладкі каленчатага вала, - у выпадку выяўлення люфту або зазораў блок таксама варта пратачыць. Якая адпавядае расточванні да рамонтнага памеру павінны быць падвергнутыя і вечкі карэнных падшыпнікаў. Пасля праточвання рухавік павінен быць укамплектаваны новымі ўкладышамі адпаведнага рамонтнага памеру.
Праверка плоскаснасці спалучанай паверхні блока
1. Спалучаная з галоўкай цыліндраў паверхня блока, званая таксама дэкай, павінна быць старанна зачышчана з поўным выдаленнем з яе ўсіх слядоў матэрыялу старой пракладкі, вугальных і смаляных адкладаў. Праверка вырабляецца пры дапамозе вымяральніка плоскаснасці і мац лязовага тыпу. Спачатку ацэньваецца ступень няплоскасныя ўздоўж ДП блока, затым, - уздоўж абедзвюх яе дыяганаляў.
2. Калі велічыня няплоскасцевага перавышае 0.076 мм на даўжыні 15.2 мм (або 0.152 мм на поўную даўжыню спалучанай паверхні), блок цыліндраў падлягае праточцы.
Цыліндры
1. Звычайна працоўны зазор пасадкі поршняў у цыліндрах складае 0.0381÷0.0635 мм.
2. Ацэніце знешні стан люстэркаў цыліндраў і зрабіце іх абмер. Вымярэнні вырабляюцца пры дапамозе тэлескапічнага нутромера і мікраметра ў трох перасеках і двух узаемаперпендыкулярных плоскасцях. Аналіз вынікаў вымярэнняў дасць магчымасць вызначыць аб'ём аднаўленчых работ, якія маюць адбыцца. Авальна і конусность цыліндраў не павінны выходзіць за межы дапушчальных дыяпазонаў. Знятыя памеры дазволяць у далейшым вызначыць велічыню зазораў пасадкі поршняў у цыліндрах.
3. Верхняя частка цыліндраў звычайна зношаная некалькі мацней, чым ніжняя, што прыводзіць да адукацыі конуснасці. Калі велічыня конусности перавышае 0.305 мм, цыліндр падлягае праточцы.
4. Акрамя таго, звычайна сценкі цыліндраў звычайна мацней зношваюцца па ўпартых паверхнях поршняў, г.зн. у плоскасці, перпендыкулярнай восі каленчатага вала. Такога роду знос прыводзіць да адукацыі овальности цыліндраў, якая таксама не павінна выходзіць за дапушчальныя межы (гл. Спецыфікацыі).
Каленчаты вал
1. Прамыйце каленчаты вал растваральнікам, затым старанна прасушыце, па магчымасці скарыстаўшыся сціснутым паветрам. Не забудзьцеся прачысціць цвёрдай шчоткай алейныя адтуліны. Затым прамыйце іх растваральнікам.
Увага! Пры выкарыстанні сціснутага паветра апранайце ахоўныя акуляры!
2. Праверце карэнныя і шатунныя шыйкі каленчатага вала на наяўнасць задиров, кавернаў, расколін і прыкмет нераўнамернага зносу. Агледзіце ўсю паверхню вала на наяўнасць расколін і іншых пашкоджанняў. Для выяўлення ўтоеных расколін варта звярнуцца да магнитопорошковой дэфектаскапіі, - аддайце вал у майстэрню аўтасэрвісу.
3. Правядзіце па шыйках краем меднай манеты, - калі на паверхні застаюцца сляды медзі, значыць, яе шурпатасць перавышае дапушчальную і неабходна аддаць вал у праточку.
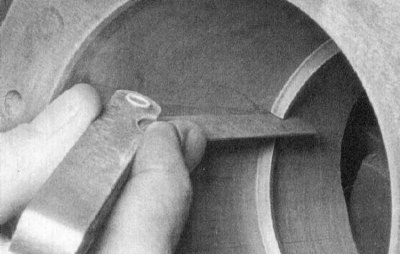
4. Тачыльным каменем, надфілем або скрабком выдаліце задзірыны з краёў алейных адтулін.
5. Праверце пакінутыя паверхні вала на наяўнасць расколін і іншых механічных пашкоджанняў. Пакапаныя расколіны выяўляюцца падчас правядзенні адмысловай праверкі ва ўмовах станцыі тэхабслугоўвання.
6. Мікраметрам вымерайце дыяметры карэнных і шатунных шыек вала. Вымярэнне дыяметра кожнай шыйкі вырабляеце ў некалькіх кропках па даўжыні і перыметры, што дазволіць ацаніць велічыню яе конусности і овальности, якія не павінны выходзіць за межы дапушчальных дыяпазонаў (гл. Спецыфікацыі). Варта ацаніць таксама велічыню біцця каленчатага вала, - запатрабуюцца пару V-вобразных блокаў і вымяральнік DTI. Пры адсутнасці неабходнага інвентара звяртайцеся па дапамогу да спецыялістаў аўтасэрвісу.
7. У выпадку, калі знос/конуснасць/авальнасць шыек перавышае дапушчальную велічыню, альбо маюць месца механічныя пашкоджанні паверхняў, каленчаты вал варта аддаць у проточку. Пасля праточвання вала неабходна падабраць новыя ўкладышы карэнных і/або шатун падшыпнікаў адпаведнага рамонтнага памеру.
8. Праверце стан сальнікавых шыек на абедзвюх цапфах каленчатага вала. Наяўнасць выпрацаваных канавак, задзірын або задзіраў прывядзе да выхаду новых сальнікаў са строю ў найбліжэйшай будучыні. У некаторых выпадках цапфы могуць быць адноўлены шляхам праточвання і напрасоўкі на іх спецыяльных танкасценных ўтулак. Калі такога роду аднаўленчы рамонт не ўяўляецца магчымым, заменіце вал.
9. Праверце стан укладышаў карэнных і шатун падшыпнікаў.
Шатунна-поршневыя зборкі
1. Папярэдне шатунна-поршневыя зборкі павінны быць старанна ачышчаны. Кальца з поршні неабходна зняць.
Заўвага. Поршневыя кольцы падлягаюць замене ў абавязковым парадку.
2. Пры дапамозе адмысловай прынады зніміце кольцы з поршні, - паспрабуйце выпадкова не пашкодзіць сценкі апошніх.
3. Саскрабці з дна поршняў сляды вугальных адкладаў. Пасля выдалення асноўнага пласта адкладаў зачысціце паверхню ўручную драцяной шчоткай або кавалкам дробназярністай наждачнай паперы.
Увага! Ні ў якім разе не выкарыстоўвайце для зачысткі вырабленых з мяккага матэрыялу і лёгка схільных эрозіі поршняў драцяныя асадкі да электродрели!
4. Пры дапамозе спецыяльнай прынады прачысціце канаўкі пад усталёўку кольцаў на поршнях. Альтэрнатыўна можна скарыстацца для гэтай мэты абломкам старога поршневага кольца, аднак выконвайце асцярожнасць, - не падрапайце дно і сценкі канаўкі і не парэжце пальцы.
5. Выдаліўшы асноўныя адклады, прамыйце шатунныя зборкі растваральнікам і старанна прасушыце іх, па магчымасці з ужываннем сціснутага паветра.
Увага! Пры карыстанні сціснутым паветрам не забывайце апранаць ахоўныя акуляры! Праверце праходнасць маслазваротных адтулін у задніх сценках канавак пад усталёўку поршневых кольцаў, а таксама алейных адтулін у ніжніх галоўках шатуноў.
6. Калі сценкі поршняў і люстэркі цыліндраў не пашкоджаны і празмерна не зношаныя, а блок рухавіка не праточваўся і не замяняўся, неабходнасць у замене поршняў таксама адпадае. Нармальны знос поршняў выяўляецца ў выглядзе вертыкальных слядоў выпрацоўкі па ўпартай паверхні і невялікі слабіны пасадкі верхняга компрессіонные кольцы ў сваёй канаўцы. Не забывайце, што замена поршневых кольцаў вырабляецца ў абавязковым парадку, па-за залежнасцю ад іх стану.
7. Уважліва агледзіце кожны з поршняў на наяўнасць расколін у спадніцы, вакол выступаў пад усталёўку поршневых пальцаў і ў раёне размяшчэння кольцаў.
8. Праверце ўпартыя паверхні спадніцы поршня на наяўнасць драпін, дно - на наяўнасць скразных адтулін і прагараў па боку. Прысутнасць драпін на спадніцы можна расцэньваць як прыкмета працяглых перагрэваў рухавіка, альбо занадта ранняга запальвання паветрана-паліўнай сумесі, - праверце спраўнасць функцыянавання сістэмы астуджэння. Прагары па краях дна з'яўляюцца сведчаннем дэтанацыі. У любым выпадку, прычына выяўленага парушэння павінна быць ухіленая, каб пазбегнуць рэцыдываў. У якасці магчымых прычын адукацыі пералічаных дэфектаў могуць выступаць таксама ўцечкі ўсмоктваецца паветра, няправільная кампаноўка паветрана-паліўнай сумесі, парушэнне ўстаноўкі кута апярэджання запальвання, няправільнае функцыянаванне сістэм запальвання і EGR.
9. Кропкавая карозія поршняў у выглядзе каверн кажа аб трапленні ў камеры згарання і/або картэр рухавіка астуджальнай вадкасці. Ізноў-ткі, паклапаціцеся, каб чыннік унутраных уцечак была ўхіленая.

10. Ацэніце велічыню бакавога зазору пасадкі поршневых кольцаў у сваіх канаўках, для чаго ўкладзяце новае кольца знадворку ў сваю канаўку на поршні і мацам лязовага тыпу вымерайце які застаецца зазор. Паўтарыце вымярэнне ў двух-трох кропках па перыметры канаўкі. Сачыце за тым, каб не пераблытаць компрессіонные кольцы (верхняе адрозніваецца ад другога). Калі велічыня зазору перавышае дапушчальнае значэнне (гл. Спецыфікацыі), поршні падлягаюць замене.
11. Вызначыце пасадачны зазор поршняў у сваіх цыліндрах, адніміце з дыяметраў цыліндраў (гл. вышэй) дыяметры адпаведных поршняў. Вымярэнне дыяметра поршня вырабляецца па ўпартай паверхні пад кутом 90°да восі поршневага пальца і на зададзеным выдаленні ад дна. Калі пасадачны зазор поршня ў цыліндры перавышае дапушчальнае значэнне (гл. Спецыфікацыі), блок варта аддаць у проточку з падборкай новых поршняў і поршневых кольцаў рамонтнага дыяметра.
12. Паспрабаваўшы паварочваць кампаненты ў процілеглых кірунках, ацаніце шчыльнасць пасадкі поршняў на бадзягах. Наяўнасць колькі-небудзь прыкметнага люфт кажа аб празмерным зносе сучлянення. Для выпраўлення сітуацыі шатунна-поршневыя зборкі варта даставіць у майстэрню аўтасэрвісу, дзе будуць зроблены неабходны аднаўленчы рамонт і замена пальцаў.
13. Выкананне працэдуры зняцця поршняў з шатуноў (у выпадку ўзнікнення такой неабходнасці) таксама павінна быць даручана спецыялістам аўтасэрвісу. Паралельна, шатуны могуць быць правераны на наяўнасць прыкмет выгібу, скручвання і іншых дэфармацый з ужываннем спецыяльнага дыягнастычнага абсталявання.
Заўвага. Без неабходнасці не варта здымаць поршні з шатуноў.
14. Праверце шатуны на наяўнасць расколін і іншых механічных пашкоджанняў. Часова зніміце вечкі ніжніх галовак, выміце ўкладышы старых падшыпнікаў, працярыце пасцелі ў вечках і галоўках і праверце іх на наяўнасць задзірын, задиров і шурпатасцяў. Скончыўшы праверку, укладзяце ўкладышы на месца, усталюеце вечкі на ніжнія галоўкі шатуноў, і ад рукі зацягніце крапежныя ніты.
Заўвага. Калі рухавік рамантуецца з мэтай ухілення груку пальцаў, заменіце шатунныя зборкі.
Падшыпнікі
Праверка стану

1. Нягледзячы на тое, што падшыпнікі каленчатага вала падчас капітальнага рамонту рухавіка падлягаюць замене ў абавязковым парадку, старыя ўкладышы варта захаваць з мэтай уважлівага вывучэння іх стану, вынікі якога могуць даць шмат карыснай інфармацыі аб агульным стане рухавіка. На ілюстрацыі прыведзены прыклады тыповых дэфектаў укладышаў падшыпнікаў.
2. Вынахад падшыпнікаў з ладу можа адбывацца з прычыны недахопу змазкі, трапленні часціц бруду, перагрузак рухавіка і развіцці карозіі. Незалежна ад характару дэфектаў, прычына пашкоджання ўкладышаў павінна быць ухіленая падчас выкананні капітальнага рамонту рухавіка ў пазбяганне рэцыдыву.
3. Для агляду выміце ўкладышы падшыпнікаў са сваіх пасцеляў у блоку рухавіка/ніжніх галоўках шатуноў і карэнных/шатунных вечках і раскладзеце іх у парадку ўсталёўкі на чыстай працоўнай паверхні. Арганізаванасць размяшчэння ўкладышаў дасць магчымасць прывязаць характар выяўленых дэфектаў да стану адпаведных шыек вала.
4. Бруд і староннія часціцы трапляюць у рухавік рознымі шляхамі. Яны могуць быць пакінутыя ўсярэдзіне блока падчас зборкі агрэгата, альбо пракрасціся праз фільтры ці сістэму вентыляцыі картэра. Усе часціцы, якія трапляюць у рухальны алей, у канчатковым выніку, рана ці позна, аказваюцца ў падшыпніках. Часта ў мяккі матэрыял укладышаў укараняюцца металічнае пілавінне, якія ўтвараюцца падчас звычайнага спрацоўвання ўнутраных кампанентаў рухавіка. Вялікая верагоднасць прысутнасці ў падшыпніках слядоў абразіва, асабліва, калі не была нададзена належная ўвага чыстцы блока пасля завяршэння аднаўленчага рамонту рухавіка. Незалежна ад спосабу, якім староннія часціцы пападаюць у рухавік, у выніку яны з высокай ступенню верагоднасці апыняюцца ўкаранёнымі ў мяккую паверхню ўкладышаў падшыпнікаў каленчатага вала і лёгка выяўляюцца пры візуальным аглядзе апошніх. Буйныя часціцы звычайна не затрымліваюцца ва ўкладышах, але пакідаюць на іх паверхні і паверхні шыек вала прыкметныя сляды ў выглядзе драпін, кавернаў і задзіракаў. Найлепшай гарантыяй ад такога роду непрыемнасцяў з'яўляецца адказнае стаўленне да чысткі кампанентаў пасля завяршэння капітальнага рамонту рухавіка і дбайнасці захавання чысціні пры зборцы. Частая рэгулярная змена рухальнага алею таксама дазваляе істотна падоўжыць тэрмін службы падшыпнікаў.
5. Алейнае галаданне можа з'яўляцца следствам некалькіх розных, але часта ўзаемазвязаных з'яў. Так, перагрэў рухавіка вядзе да разрэджвання маторнага масла і выцясненню яго з працоўных зазораў падшыпнікаў. Недахоп змазкі падшыпнікаў можа тлумачыцца празмернай велічынёй працоўных зазораў, а таксама звычайнымі ўцечкамі (унутранымі або вонкавымі). Часта сустракаемым чыннікам выцяснення алею з зазораў падшыпнікаў з'яўляецца сталае перавышэнне абарачэнняў рухавіка. Парушэнне праходнасці маслатокаў (звычайна злучанае з няправільным сумяшчэннем адтулін пры ўсталёўцы кампанентаў) таксама вядзе да скарачэння падачы змазкі да падшыпнікаў. Тыповым вынікам алейнага галадання з'яўляецца поўнае ці лакальнае выціранне/вышчарбванне павярхоўнага пласта ўкладышаў з металічнай падкладкі. Пры гэтым працоўная тэмпература можа паднімацца да такога ўзроўню,
6. Істотны ўплыў на тэрмін службы падшыпнікаў аказвае таксама ўласцівая ўладальніку аўтамабіля манера ваджэння. Рух з малой хуткасцю на падвышанай перадачы прыводзіць да значных перагрузак падшыпнікаў, якія суправаджаюцца выцясненнем алейнай плёнкі з іх працоўных зазораў. Такога роду перагрузкі прыводзяць да падвышэння пластычнасці ўкладышаў і ўзнікненню расколін у павярхоўным пласце (стомленая дэфармацыя). Пры гэтым павярхоўны матэрыял пачынае крышыцца і адлучацца ад сталёвай падкладкі. Эксплуатацыя аўтамабіля ў гарадскім цыкле (частыя паездкі на кароткія адлегласці) вядзе да развіцця карозіі падшыпнікаў з прычыны таго, што недастатковае разаграванне рухавіка цягне за сабой выпадзенне кандэнсату і вылучэнне хімічна агрэсіўных газаў. Дадзеныя прадукты назапашваюцца ў рухальным алеі, фармуючы дзындры і кіслоты.
7. Няправільная ўсталёўка ўкладышаў падчас зборкі рухавіка таксама можа з'явіцца чыннікам хуткага іх разбурэння. Занадта тугая пасадка не забяспечвае патрабаваную велічыню працоўнага зазору падшыпнікаў, што прыводзіць да іх алейнага галадання. Вынікам траплення пад укладышы (у працэсе іх усталёўкі) старонніх часціц з'яўляецца адукацыя ўзвышэнняў, павярхоўны пласт з якіх хутка выціраецца.
8. Балансавальныя і дапаможныя валы могуць быць абсталяваны колцавымі падшыпнікамі, выкананне замены якіх трэба даручыць спецыялістам аўтасэрвісу.
Хонінгаванне люстэркаў цыліндраў
1. Перад зборкай рухавіка ў абавязковым парадку праводзіцца хонингование люстэркаў цыліндраў з мэтай дасягнення правільнай пасадкі на іх поршневых кольцаў, якая забяспечвае належную герметычнасць камер згарання.
Заўвага. Пры адсутнасці пад рукой неабходных прылад ці нежаданні самастойна выконваць хонінгаванне, праца за суцэль умераны поплатак можа быць даручаная адмыслоўцам майстэрні аўтасэрвісу.
2. Перш чым прыступаць да хонінгавання, усталюеце на месца вечка карэнных падшыпнікаў/злучальны мост (без укладышаў) і зацягніце крапежныя ніты з патрабаваным высілкам.
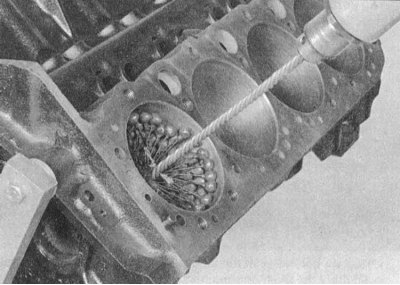
3. Выпускаюцца два тыпу хонаў для апрацоўкі люстэркаў цыліндраў: хон тыпу "бутэлькавы ёршык" і, больш традыцыйны, павярхоўны хон у выглядзе асадкі з подпружиненными тачыльнымі камянямі. Абодва прылады забяспечваюць неабходную якасць апрацоўкі люстэркаў цыліндраў, хоць выкарыстанне першага для неспрактыкаванага механіка пераважней. Спатрэбіцца таксама дастатковая колькасць рыззя, спецыяльнага хонінгавальнага або проста вадкага машыннага алею, а таксама электрадрыль у якасці прывада для хонінгавальных асадак. Дзейнічайце ў наступным парадку:
- a) Зацісніце хон у патрон электродрели, звядзіце подпружиненные тачыльныя камяні/пруты ёршыка асадкі і запраўце апошнюю ў цыліндр.
Увага! Не забудзьцеся надзець ахоўныя акуляры або асабовы шчыток!
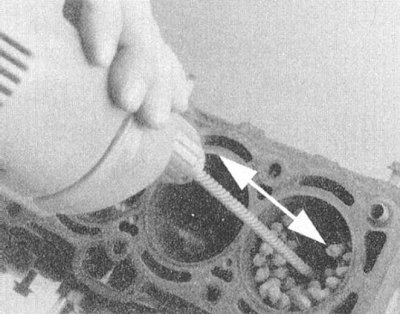
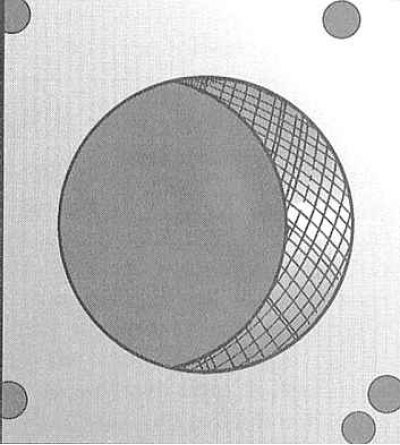
- b) Багата намачыце люстэрка апрацоўванага цыліндру алеем, уключыце дрыль і пачынайце здзяйсняць асадкай зваротна-паступальныя рухі ўсярэдзіне цыліндру. Хуткасць вертыкальнага перасоўвання хона павінна забяспечваць нанясенне на паверхні люстэрка цыліндру сеткаватага ўзору з кутом скрыжавання бакоў ячэйкі каля 60°. Не шкадуйце маслы і імкніцеся не здымаць з паверхні сценак цыліндру больш матэрыялу, чым гэта сапраўды неабходна для дасягнення патрабаванага выніку.
Заўвага. Вытворцы поршневых кольцаў могуць прад'яўляць уласныя патрабаванні да кута скрыжавання бакоў ячэйкі сеткаватага ўзору, - уважліва азнаёмцеся з інструкцыяй на пакаванні ремнабора.
- c) Не здабывайце хон з цыліндру да поўнага прыпынку дрыля! Працягвайце здзяйсняць зваротна-паступальныя рухі асадкай датуль, пакуль яна не спыніць круціцца. Пасля прыпынку дрыля сцісніце вастрыльныя камяні і выміце хон з цыліндру. Пры карыстанні хонам тыпу "бутэлькавы ёршык" дачакайцеся поўнага прыпынку дрыля, затым здабывайце асадку, працягваючы ўручную круціць патрон у нармалёвым кірунку.
- d) Пратрыце рыззём люстэрка цыліндру і пераходзіце да хонінгавання наступнага.
 |  |
4. Па завяршэнні апрацоўкі, скарыстайцеся надфілем для зняцця фасак з верхніх краёў цыліндраў, - дадзеная апрацоўка вырабляецца з той мэтай, каб не ўзнікла цяжкасцяў з запраўкай у цыліндры поршняў з надзетымі на іх кольцамі. Выконвайце крайнюю асцярожнасць, - не падрапайце надфілем люстэрка цыліндру.
5. У заключэнне ўвесь блок павінен быць старанна прамыты цёплым растворам мыльнай вады.
Заўвага. Цыліндры можна лічыць прамытымі, калі пасля правядзення па люстэрку змочанай алеем белым рыззём на ёй не застаецца шэрага налёту. Не забудзьцеся прачысціць цыліндрычнай шчоткай усе алейныя адтуліны і каналы, затым прамыйце блок бруёй вады пад напорам.
6. Пасля прамывання старанна прасушыце блок і вышмаруйце праточаныя паверхні алеем для абароны іх ад карозіі. Да пачатку зборкі рухавіка загарніце блок у чысты поліэтыленавы пакет.
Зборка
1. У першую чаргу неабходна падрыхтаваць працоўнае месца, асаблівую ўвагу надаўшы чысціні паверхняў і наяўнасці дастатковай свабоднай прасторы. Паклапаціцеся пра абсталяванне месца пад складаванне падлеглых усталёўцы кампанентаў. Усе ўсталёўваныя дэталі таксама павінны быць самай стараннай выявай вычышчаныя і высушаныя.
2. Замацуеце блок цыліндраў на мантажным блоку і яшчэ раз старанна прамыйце яго растворам мыльнай вады, адмысловую ўвагу надаючы прачыстцы маслатокаў і вадзяных галерэй. Прасушыце блок, па магчымасці з ужываннем сціснутага паветра, затым апырскайце яго антыкаразійным растворам тыпу WD-40®. Пратрыце люстэркі цыліндраў чыстым неворсящимся рыззём.
3. Усталюйце на месца выціскныя коркі і заглушкі алейных галерэй.
4. Не меней старанна вычысціце каленчаты вал і прыступайце да яго ўсталёўкі на рухавік (гл. ніжэй).
Парадак зборкі рухавіка
1. Перш чым прыступаць да зборкі рухавіка, пераканайцеся ў наяўнасці ўсіх неабходных дэталяў, матэрыялаў і інструментаў, да ліку якіх адносяцца наступныя:
- a) Стандартны набор слясарнай прылады;
- b) Дынамаметрычны ключ з прывадам на 1/2-цалі;
- c) Інструмент для надзявання поршневых кольцаў;
- d) Інструмент для абціскання поршневых кольцаў;
- e) Кароткія адрэзкі паліўнага шланга для надзявання на шпількі вечкаў шатун падшыпнікаў;
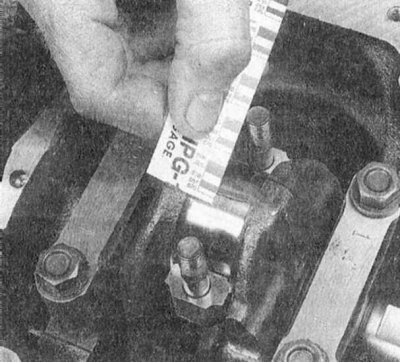
- f) Вымяральны набор Plastigage;
- g) Набор мацаў лязовага тыпу;
- h) Напільнік з дробным зубам;
- i) Свежае рухальнае масла;
- j) зборачная рухальная, або малібдэнзмяшчальная змазка;
- k) пракладачнай герметык;
- l) Герметык для фіксацыі разьбовых злучэнняў.
2. У мэтах эканоміі часу і мінімізацыі аб'ёму ўзнікаючых праблем робіце зборку рухавіка ў наступным парадку:
- Чатырохцыліндравыя рухавікі
- a) Поршневыя кольцы;
- b) Каленчаты вал і карэнныя падшыпнікі;
- в) Шатунна-поршневыя зборкі;
- d) Задні сальнік каленчатага вала;
- e) Балансавальная зборка рухавіка;
- f) Галоўка цыліндраў з штурхачамі клапанаў;
- g) размеркавальныя валы;
- h) Балансавальныя валы з зорачкамі;
- i) газаразмеркавальны ланцуг;
- j) алейная помпа;
- k) Маслазаборнік з сеткаватым фільтрам;
- l) Паддон картэра;
- m) Впускны трубаправод і выпускны калектар;
- n) Вечка галоўкі цыліндраў;
- o) Махавік/прывадны дыск.
- Рухавікі V6
- a) Поршневыя кольцы;
- b) Каленчаты вал і карэнныя падшыпнікі;
- в) Шатунна-поршневыя зборкі;
- d) Задні сальнік каленчатага вала з трымальнікам;
- e) Алейная помпа;
- f) Паддон картэра;
- g) Галоўкі цыліндраў;
- h) Размеркавальныя валы і штурхачы клапанаў;
- i) газаразмеркавальны рамень з зубчастымі коламі;
- j) Вечкі прывада ГРМ;
- k) Вечкі галовак цыліндраў;
- l) Впускны трубаправод і выпускныя калектары;
- m) Махавік/прывадны дыск.
Усталяванне поршневых кольцаў
1. Перад усталёўкай новых поршневых кольцаў варта праверыць зазоры ў іх замках. Мяркуецца, што бакавыя зазоры пасадкі кольцаў у канаўках поршняў ужо правераны і адпавядаюць прынятым нормам (гл. Вышэй).
2. Раскладзяце шатунна-поршневыя зборкі з камплектамі кольцаў на працоўнай паверхні варштата. З гэтага моманту кожны камплект кольцаў будзе цвёрда "прывязаны" да свайго поршня. Цяпер можна прыступаць да вымярэння зазор у замках кольцаў.
3. Запраўце верхняе (№ 1) компрессіонное кольца ўнутр першага цыліндру рухавіка і выраўнуйце яго перпендыкулярна, праціснуўшы ўніз дном поршня. Кальцо павінна апынуцца ў раёне ніжняй мяжы працоўнага ходу кольцаў у цыліндры.
4. Вызначыце велічыню зазору ў замку кольца пры дапамозе маца лязовага тыпу Лязо(я) маца павінна прутка праслізгваць у замку. Параўнайце вынік вымярэння з патрабаваннямі Спецыфікацый. Калі велічыня зазору выходзіць у той ці іншы бок за межы дапушчальнага дыяпазону, перш чым прадпрымаць якія-небудзь дзеянні па выпраўленні сітуацыі (гл. ніжэй), яшчэ раз пераканайцеся, што не пераблыталі кольцы.
5. Калі зазор занадта малы, яго можна пашырыць шляхам расточвання напільнікам з дробным зубам (папярэдне азнаёмцеся з інструкцыямі да камплекта, - не ўсе кольцы дапушчаецца апрацоўваць напільнікам) Зацісніце прастакутны напільнік у ціскі, затым надзеньце кольца замкам на напільнік, такім чынам, каб канец апошняга апынуўся ўнутры акружнасці. Павольна цягніце кольца на сябе, здымаючы лішак металу з яго тарцоў у замку. Дайдучы да канца напільніка, зніміце кольца, ізноў праверце зазор, у выпадку неабходнасці паўторыце працэдуру.
Увага! Ні ў якім разе не пхайце кольца ад сябе на напільнік, бо пры гэтым боку замка будуць сыходзіцца, і вялікая рызыка разбурэння металу.
6. Празмерная велічыня зазору не з'яўляецца крыміналам, калі не перавышае значэнне 0.51 мм. Яшчэ раз пераканайцеся, што набытыя камплекты кольцаў адказваюць па сваіх характарыстыках запатрабаванням рухавіка Вашага аўтамабіля.
7. Паўтарыце працэдуру для пакінутых кольцаў (другога компрессіонные і маслосъемного) поршня першага цыліндру, затым для кольцаў усіх іншых поршняў. Памятайце, што зараз кожны камплект кольцаў адназначна "прывязаны" да свайго поршня, на які і павінен усталёўвацца.
8. Праверыўшы і адкарэктаваўшы належным чынам зазоры ў замках кольцаў, можна прыступаць да апранання іх на свае поршні.
9. Першым на поршань апранаецца маслосъемное (ніжняе) кольца. Маслаздымнае кольца складаецца з трох асобных секцый. Спачатку запраўце ў ніжнюю канаўку поршня спружынны пашыральнік. Калі пашыральнік абсталяваны противоворотационным язычком, прасочыце, каб апошні патрапіў у зваротнае свідраванне ў поршневай канаўцы. Зараз усталюеце ў канаўку ніжнюю працоўную секцыю кольца. У пазбяганне выпадковага пашкоджання працоўных секцый маслосъемного кольцы не карыстайцеся для іх усталёўкі ніякай прыладай, - проста завядзіце ў канаўку пад/над пашыральнікам перш адзін канец секцыі, шчыльна прыцісніце яго пальцам і, рухаючыся па перыметры кольца, запраўляйце пакінутую частку. У апошнюю чаргу усталёўваецца верхняя працоўная секцыя кольца.
 |  |
10. Пасадзіўшы ў ніжнюю канаўку поршня ўсе тры кампаненты маслосъемного кольцы, праверце волю кручэння (слізгацення ў канаўцы) верхняй і ніжняй працоўных секцый.
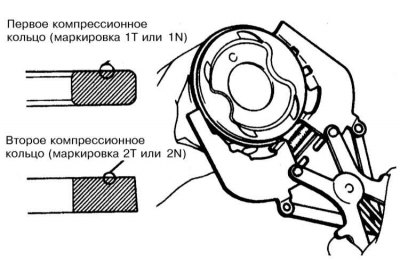
11. Наступным усталёўваецца другое (ніжняе) компрессіонные кольца. Кальцо павінна ўсталёўвацца маркіроўкай уверх (да дна поршня).
Заўвага. Строга выконвайце інструкцыі вытворцаў кольцаў, якія звычайна друкуюцца на пакаванні камплекта. Не пераблытайце другое компрессионное кольца з першым (верхнім) - яны маюць рознае папярочнае перасек.
12. Скарыстаўшыся спецыяльным пашыральнікам і прасачыўшы, каб кольца было звернута маркіроўкай уверх, пасадзіце яго ў сярэднюю канаўку на поршні. Старайцеся не разводзіць замак кольцы больш чым гэта сапраўды неабходна для бесперашкоднага апранання яго на поршань.
13. Дзейнічаючы ў аналагічнай манеры, усталюеце першае (верхняе) компрессіонные кольца (маркіроўкай уверх). Паспрабуйце не пераблытаць верхняе кольца са другім.
14. Па чарзе ўкамплектуйце кольцамі ўсе пакінутыя поршні.
Усталяванне каленчатага вала
1. Усталёўка каленчатага вала з'яўляецца першым крокам працэдуры ўласна зборкі рухавіка. Мяркуецца, што на дадзеным этапе блок рухавіка і ўласна вал ужо належным чынам вычышчаны, правераны і падвергнуты неабходнаму аднаўленчаму рамонту.
2. Перавярніце рухавік уверх дном.
3. Аддайце крапежныя балты, зніміце накрыўкі карэнных падшыпнікаў/зборку накрывак. Раскладзеце вечкі на варштаце ў парадку ўсталёўкі на рухавіку.
4. Калі яшчэ не прарабілі гэтага, выміце са сваіх пасцеляў у блоку і вечках старыя ўкладышы карэнных падшыпнікаў. Пратрыце пасцелі чыстым неворсящимся рыззём - яны павінны быць бездакорна чыстымі.
Праверка працоўных зазораў карэнных падшыпнікаў
Заўвага. Імкніцеся не дакранацца да паверхняў новых укладышаў голымі рукамі ў пазбяганне непажаданага кантакту падшыпнікаў са заўсёды прысутнымі на пальцах слядамі алею і хімічна агрэсіўных рэчываў.
1. Пратрыце спінкі новых укладышаў карэнных падшыпнікаў і ўкладзяце абсталяваныя алейнай канаўкай палоўкі ў свае пасцелі ў блоку. Пакінутыя палоўкі ўкладышаў укладзяце ў якія адпавядаюць вечкі падшыпнікаў. Прасочыце, каб язычкі ўкладышаў увайшлі ў зваротныя пасадачныя пазы ў ложках блока і накрывак. Алейныя адтуліны ў блоку таксама павінны апынуцца правільнай выявай сумешчаны з адтулінамі ва ўкладышах.
Увага! Ні ў якім разе робіце спроб застукаць які не паддаецца ўсталёўцы ўкладыш у сваю пасцелю малатком. Нічым не змазвайце падшыпнікі на дадзеным этапе!
2. Пратрыце паверхні падшыпнікаў у блоку і карэнныя шыйкі каленчатага вала чыстым неворсящимся рыззём. Праверце праходнасць алейных адтулін вала, у выпадку неабходнасці прачысціце іх. Любыя якія змяшчаюцца ў маслотоках староннія часціцы, у выніку, непазбежна пападаюць у падшыпнікі.
3. Старанна працёрты каленчаты вал акуратна абкладзеце ў карэнныя падшыпнікі блока.
4. Перш чым усталёўваць вал канчаткова, неабходна праверыць велічыні працоўных зазораў у яго карэнных падшыпніках.
5. Нарэжце калібраваны пластмасавы дрот з вымяральнага набору Plastigage адрэзкамі, даўжынёй ледзь карацей шырыні ўкладышаў, і абкладзеце па адным кавалачку дроту ўздоўж кожнай з карэнных шыек вала, раўналежна іх восі.
6. Пратрыце паверхні ўкладышаў у вечках і ўсталюеце апошнія на свае штатныя месцы. Паспрабуйце не зрушваць выкладзеныя ўздоўж шыек вала адрэзкі калібраванага дроту. Злёгку вышмаруйце алеем разьбярства крапежных нітаў і ўкруціце іх, зафіксаваўшы вечкі.
7. У некалькі прыёмаў раўнамерна зацягніце балты мацавання накрывак з патрабаваным намаганнем.
Увага! Не дапушчайце проворачивания вала падчас зацягвання крапяжу!
8. Вывярніце балты і асцярожна зніміце вечкі карэнных падшыпнікаў. Складзеце знятыя вечкі ў парадку размяшчэння іх на рухавіку. Паспрабуйце не пашкодзіць расплюшчаны калібраваны дрот і не пракручвайце вал. Калі якое-небудзь з вечкаў не паддаецца зняццю, для вызвалення акуратна абстукаеце яе малатком з мяккім байком.
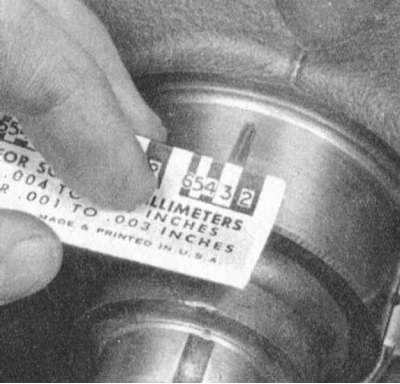
9. Па шырыні расплясканых нітак, вымеранай па шкале, нанесенай на пакаванне набору Plastigage, вызначыце велічыню працоўных зазораў падшыпнікаў. Параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый.
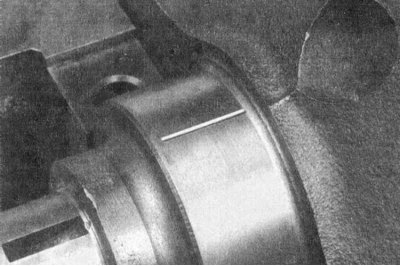
10. Калі велічыня зазору выходзіць за дапушчальныя межы, магчыма, былі ўсталяваныя ўкладышы не таго тыпаразмеру. Перш чым падшукваць новыя ўкладышы, пераканайцеся, што пад укладзеныя на дадзеным этапе не патрапілі бруд або алей. Калі калібраваны дрот расплюшчаны з аднаго канца больш чым з іншага, гэта сведчыць аб наяўнасці конусности шыйкі.
11. Асцярожна выдаліце калібраваны дрот з шыек, саскрабшы ўсе яго сляды якой-небудзь не занадта трывалай прыладай (напрыклад, краем старой крэдытнай карткі). У крайнім выпадку, можна скарыстацца ўласным пазногцем, - галоўнае, каб на паверхні шыек/укладышаў не засталося драпін і задиров.
Канчатковая ўстаноўка каленчатага вала
1. Асцярожна выміце каленчаты вал з рухавіка. Пратрыце паверхні падшыпнікаў у блоку і раўнамерна вышмаруйце іх тонкім пластом малібдэнзмяшчальнай або зборачнай рухальнай змазкі. Не забудзьцеся таксама вышмараваць упартыя шайбы.
Увага! Старайцеся не дапусціць траплення змазкі на спінкі ўкладышаў!
2. Пераканайцеся ў абсалютнасці чысціні шыек каленчатага вала, затым вышмаруйце (той жа змазкай або чыстым рухальным алеем) якія кантактуюць з сальнікамі паверхні цапф.
3. Усталюйце задні сальнік вала.
4. Пратрыце і вышмаруйце паверхні ўкладышаў у блоку, затым абкладзеце вал на сваё штатнае месца. Усталюеце вечка задняга падшыпніка, затым усіх іншых, акрамя зацятага. Зацягніце крапеж накрывак з патрабаваным высілкам.
5. Усталюйце вечка ўпартага падшыпніка ўкруціце ніты яе мацавання і зацягніце іх уручную.
6. Ссуньце вал наперад, прыціснуўшы яго да ўпартай паверхні верхняга ўкладыша падшыпніка. Утрымліваючы вал нерухома, адцісніце вечка зацятага падшыпніка назад з мэтай сумяшчэння зацятых паверхняў абодвух укладышаў.
7. Адціскаючы вал наперад, зацягніце боты мацавання вечка з патрабаваным высілкам.
8. Для вымярэння велічыні восевага люфту каленчатага вала замацуеце на блоку цыферблатны вымяральнік, прыціснуўшы яго плунжер да кантавой паверхні перадпакоя цапфы вала.
9. Асцярожна адцісніце вал назад да ўпора і, утрымліваючы яго ў адціснутым становішчы, абнуліце вымяральнік.
10. Ссуньце вал наперад да канца яго ходу і лічыце паказанне прыбора.
11. Калі вынік вымярэнняў выходзіць за межы дапушчальнага значэння (гл. Спецыфікацыі), заменіце ўкладышы ўпартага падшыпніка і паўторыце праверку. У выпадку неабходнасці аддайце вал для праверкі ў майстэрню аўтасэрвісу.
Усталяванне шатунна-поршневых зборак і праверка велічыні працоўных зазораў у шатунных падшыпніках каленчатага вала
Падрыхтоўка
1. Перад усталёўкай шатунна-поршневых зборак сценкі цыліндраў павінны быць старанна працёртыя, з іх верхніх краёў цалкам выдаленыя сляды ступеністага зносу і знятая фаска. Мяркуецца, што каленчаты вал ужо ўсталяваны на сваё штатнае месца ў блоку.
2. Зніміце вечка ніжняй галоўкі шатуннай зборкі першага цыліндру (пераканайцеся ў наяўнасці фабрычных або нанесеных падчас дэмантажу метак). Выміце з галоўкі шатуна і яе вечкі ўкладышы старога падшыпніка і старанна працярыце іх пасцелі чыстым неворсящимся рыззём.
Праверка працоўнага зазору шатун падшыпніка
Заўвага. Імкніцеся не дакранацца да паверхняў новых укладышаў голымі рукамі ў пазбяганне непажаданага кантакту падшыпнікаў са заўсёды прысутнымі на пальцах слядамі алею і хімічна агрэсіўных рэчываў.
1. Пратрыце спінку новага верхняга ўкладыша і абкладзеце яго ў ложак падшыпніка ў галоўцы шатуна. Прасочыце за сумяшчэннем алейных адтулін і за тым, каб накіроўвалы язычок укладыша патрапіў у зваротную канаўку ў шатуне. Ні ў якім разе не застуквайце ўкладыш у пасцелю малатком. Нічым не змазвайце падшыпнік на дадзеным этапе.
2. Пратрыце спінку другога ўкладыша і абкладзеце яго ў вечка ніжняй галоўкі шатуна. Ізноў прасочыце, каб язычок патрапіў у пазу ў адказ. Не ўжывайце ніякай змазкі - надзвычай важна, каб спалучаныя паверхні падшыпніка і шатуна заставаліся абсалютна чыстымі і сухімі.
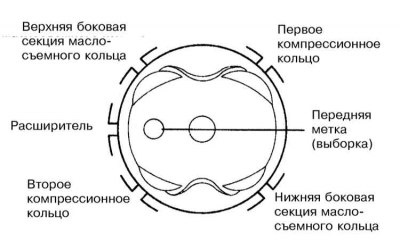
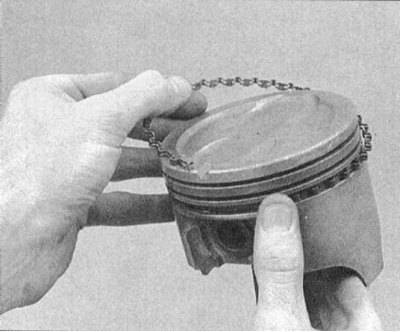
3. Размясціце поршневыя кольцы замкамі як гэта паказана на ілюстрацыі.
3. Пасадзіце на балты мацавання накрыўкі падшыпніка адрэзкі паліўнага шланга.
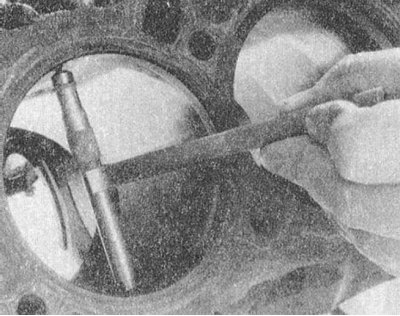
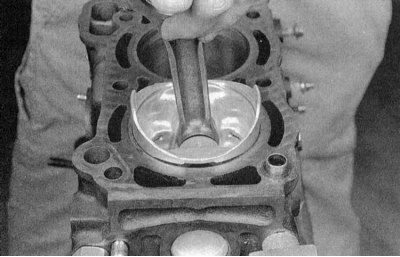
4. Вышмаруйце поршань і поршневыя кольцы чыстым рухальным алеем. Надзеньце на поршань апраўку прылады для абціскання кольцаў. Пакіньце спадніцу поршня якая выступае з апраўкі прылады прыблізна на 6 мм для вольнай запраўкі яе ў цыліндр. Кольцы павінны быць абціснутыя заподлицо з утваральнай паверхняй поршня.
5. Правярніце каленчаты вал такім чынам, каб шыйка першага кривошипа апынулася ў становішчы НМТ. Вышмаруйце рухальным алеем люстэрка першага цыліндру.
6. Разгарнуўшы зборку маркіроўкай на дно поршня наперад па рухавіку, акуратна запраўце шатун у першы цыліндр блока. Увядзіце ў цыліндр спадніцу поршня, шчыльна прыціснуўшы да паверхні блока ніжні бок апраўкі прылады для абціскання кольцаў.
7. Абстукайце верхні край апраўкі для гарантыі шчыльнасці прыціскання яе да блока па ўсім перыметры ніжняга краю.
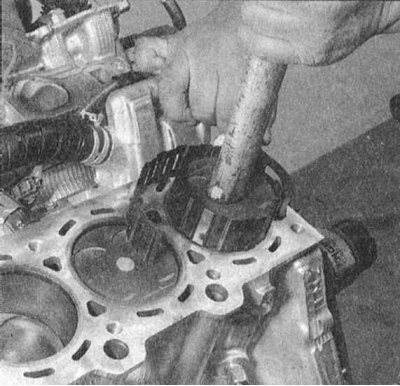
8. Акуратна пастукваючы па дне драўлянай дзяржальняй малатка, увядзіце запраўце поршань унутр цыліндру, адначасова накіроўваючы ніжнюю галоўку шатуна на шыйку адпаведнага кривошипа каленчатага вала. Поршневыя кольцы могуць нечакана выскачыць з-пад апраўкі прылады, таму ўвесь час сочыце за шчыльнасцю прыціскання да яе блока. Дзейнічайце не спяшаючыся, пры ўзнікненні найменшага супраціву неадкладна спыніце застукванне поршня. Высветліце прычыну закліноўвання і ўхіліце яе.
Увага! Ні ў якім разе не рабіце спроб праціснуць поршань у цыліндр сілай, - гэта можа прывесці да яго механічнага пашкоджання або разбурэння поршневых кольцаў!
9. Пасля ўводзін шатунна-поршневай зборкі ў рухавік, перад канчатковай усталёўкай вечка ніжняй галоўкі шатуна, варта праверыць працоўны зазор шатун падшыпніка каленчатага вала.
10. Адрэжце кавалак калібраванага пластмасавага дрота з вымяральнага набору Plastigage, даўжынёй ледзь карацей шырыні ўкладыша шатун падшыпніка, і абкладзеце яго ўздоўж першай шатун шыйкі каленчатага вала, паралельна восі апошняй.
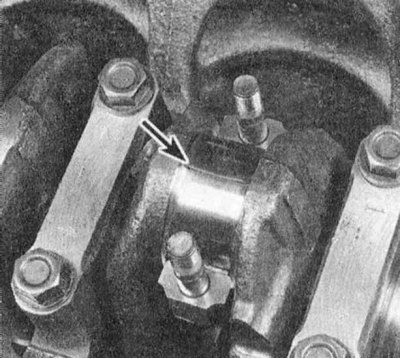
11. Пратрыце паверхню падшыпніка ў вечку ніжняй галоўкі шатуна і ўсталюеце вечка на шатун. Прасочыце, каб пазнака на вечку апынулася звернутая ў той жа бок, што і пазнака на шатуне.
12. Злёгку вышмаруйце ніжнія тарцы галовак крапежных нітаў чыстым рухальным алеем, укруціце ніты і ў тры этапу зацягніце іх з патрабаваным высілкам.
Заўвага. Каб пазбегнуць закліноўвання ключа, скарыстайцеся танкасценнай кантавой галоўкай. Пры ўзнікненні прыкмет закліноўвання ключа паміж гайкай і шатуном, злёгку прыпадніміце галоўку і працягвайце зацягванне. Не дапушчайце проворачивания каленчатага вала падчас выкананні ўсёй працэдуры.
13. Аддайце крапеж і асцярожна зніміце накрыўку з шатуна. Паспрабуйце не пашкодзіць расплюшчаны адрэзак калібраванага дроту.
14. Па шырыні расплюшчанага дроту, вымеранай па шкале, надрукаванай на пакаванні да набору Plastigage, вызначыце велічыню працоўнага зазору ў падшыпніку. Параўнайце вынік вымярэння з патрабаваннямі Спецыфікацый.
15. Калі велічыня зазору выходзіць за межы дапушчальнага дыяпазону, перш чым падшукваць укладышы іншага тыпаразмеру, праверце, ці не патрапіла пад спінкі ўкладзеных у пасцелі ў шатуне і вечку ўкладышаў бруд/алей. Яшчэ раз вымерайце дыяметр шыйкі вала. Расплюшчванне дрота з аднаго канца больш чым з іншага кажа аб наяўнасці конусности шыйкі.
Канчатковая ўстаноўка шатунна-поршневай зборкі
16. Асцярожна саскрабці пазногцем або краем старой крэдытнай карткі ўсе сляды калібраванага дроту з паверхні шыйкі і / або падшыпніка.
17. Пераканайцеся ў абсалютнасці чысціні абедзвюх падшыпнікавых паверхняў, затым раўнамерна вышмаруйце іх тонкім пластом молибденсодержащей або зборачнай рухальнай змазкі. Для забеспячэння доступу да паверхні верхняга ўкладыша прыйдзецца трохі праштурхнуць поршань у цыліндр, - не забудзьцеся надзець на ніты вечка шатуна ахоўныя шлангі ў пазбяганне пашкоджання паверхні шыйкі вала. Паспрабуйце не дапусціць выскокванні з цыліндру поршневых кольцаў.
18. Вярніце шатун на месца, асцярожна надзеўшы яго ніжняй галоўкай на шыйку свайго кривошипа, зніміце з нітаў ахоўныя шлангі, усталюеце вечка, і ў тры этапу зацягніце крапежныя гайкі з патрабаваным высілкам.
Заўвага. Прасочыце за правільнасцю сумяшчэння метак на вечку шатуна і яго ніжняй галоўцы.
19. Паўтарыце ўсю працэдуру для пакінутых шатунна-поршневых зборак.
20. Не выпускайце з-пад увагі наступныя важныя моманты:
- a) Сачыце за тым, каб на спінкі ўкладышаў і іх пасцелі ў шатунах і накрыўках не трапіў бруд;
- b) Сачыце, каб кожная зборка ўсталёўвалася менавіта ў свой цыліндр (нават у выпадку ўсталёўкі новых кампанентаў, бо зазоры поршневых кольцаў падганяліся да пэўных цыліндраў);
- c) Поршні павінны размяшчацца маркіроўкай на сваім дне наперад па рухавіку (у бок прывада ГРМ);
- d) Не забывайце перад усталёўкай зборак змазваць рухальным алеем люстэрка цыліндраў;
- e) Не забывайце перад канчатковай усталёўкай вечкаў змазваць падшыпнікі (пасля праверкі працоўных зазораў у апошніх).
21. Скончыўшы ўсталёўку шатунна-поршневых зборак, праверце волю кручэння каленчатага вала, правярнуўшы яго некалькі разоў уручную.
22. У заключэнне неабходна яшчэ раз праверыць восевай люфт каленчатага вала (гл. Вышэй).
23. Параўнайце вынікі вымярэння восевага люфту з патрабаваннямі Спецыфікацый. Калі люфт знаходзіўся ў норме перад разборкай рухавіка і скарыстаны старыя шатунна-поршневыя зборкі, ніякіх сюрпрызаў быць не павінна. У выпадку выхаду велічыні люфт за дапушчальныя межы пасля замены шатуноў, апошнія неабходна зняць з рухавіка і аддаць у майстэрню аўтасэрвісу для адпаведнай механічнай апрацоўкі.