
Опште информације
Приликом ремонта блока цилиндара обично се мењају клипови са клипним прстеновима, главни и клипњачи лежајеви радилице, компоненте разводног погона и уљна пумпа. Код ОХВ мотора, брегасто вратило и подизачи вентила се такође морају заменити.
Ако је потребно, цилиндри се окрећу / облоге се замењују. Огледала цилиндра морају бити без грешке.
Коленасто вратило је обично такође подложно окретању, након чега следи избор шкољки лежаја за поправку.
Уклањање степенастог хабања на врху цилиндара
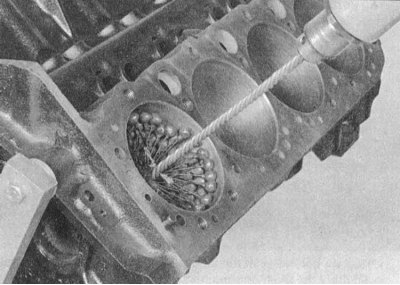
1. Због чињенице да током свог радног циклуса клипови не допиру до горњег реза цилиндра, на крају њиховог хода формира се степеник на огледалу цилиндра чије присуство спречава уклањање клипњаче и клипних склопова и може изазвати оштећење нових клипова када су уграђени у мотор.
2. Постоји неколико типова упуштача који се користе за уклањање степенастог хабања цилиндара, сви су релативно јефтин алат.
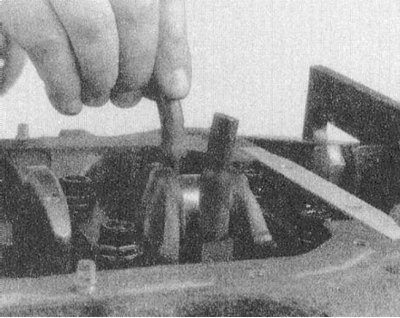
3. Окрените радилицу тако да се клип одговарајућег цилиндра спусти у најнижи положај.
4. Покријте дно клипа заштитним слојем крпе
5. Припремите упуштач и, пратећи упутства произвођача алата, обрадите врх цилиндра да бисте уклонили степенасто хабање.
Белешка. Покушајте да не претерате и да не оштетите огледало цилиндра у његовом радном делу!
6. Уклоните бушилицу, крпе и пиљевину настале као резултат обраде.
7. На сличан начин уклоните степенасто хабање са ретровизора свих цилиндара.
Растављање и чишћење
1. Монтирајте мотор на постоље или чврст радни сто. Алтернативно, поставите јединицу на под гараже на неколико дрвених блокова (преносна површина надоле). Положај мотора треба да обезбеди слободан приступ причвршћивачима капица доњих глава клипњача и могућност окретања радилице. Сви поклопци предвиђени дизајном јединице морају се уклонити са мотора.
2. Уклоните разводне компоненте и главу цилиндра са мотора. Скините корито за уље и склоп за усисавање уља. Ако је потребно, уклоните погон пумпе за уље, балансирање и помоћна вратила.
3. Уклоните степенасто хабање са врха цилиндара (види горе).
4. Окрените мотор тако да се отвори директан приступ коленастом вратилу. Помоћу резача или бушилице означите клипњаче у складу са њиховом припадности њиховим цилиндрима. Означите капице главних лежајева на исти начин.
5. Поново окрените мотор, овог пута са првим цилиндром горе. Окрените радилицу тако да клип првог цилиндра буде на дну свог хода. Отпустите причвршћиваче и уклоните поклопац доње главе клипњаче првог цилиндра (уверите се да шкољка лежаја клипњаче остане у поклопцу).
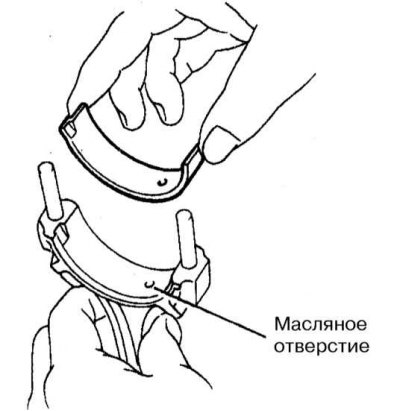
6. Навуците делове црева за гориво на монтажне клинове, чиме ћете обезбедити заштиту грла вратила и огледала цилиндара од оштећења приликом скидања клипњаче.
7. Користећи дрвену ручку чекића, гурните клипњачу нагоре за приближно 25 мм и уклоните горњи омотач лежаја са лежишта у његовој доњој глави.
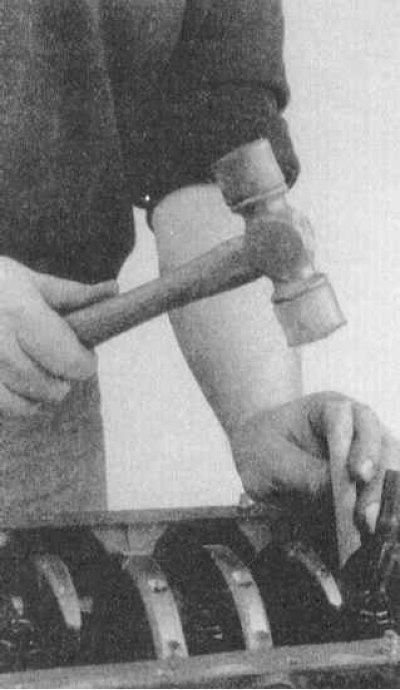
8. Наставите да пажљиво лупкате склоп док се клипни прстенови не ослободе из цилиндра.
Пажња! У случају отпора, одмах престаните да лупкате склоп и уверите се да су трагови степенастог хабања у горњем делу огледала цилиндра потпуно уклоњени!
9. Ручно коначно уклоните клипњачу и склоп клипа из блока. Уметните шкољке лежаја у кревет, вратите поклопац доње главе клипњаче, лагано затегните причвршћиваче.
10. Поступајући на сличан начин, уклоните преостале склопове клипњаче и клипа из блока.
Белешка. Приликом сервисирања В-мотора, прво се уклањају склопови из једног реда цилиндара, затим се мотор окреће у други ред и уклањају се преостали склопови.
12. У овом тренутку, једина преостала компонента у блоку би требало да буде радилица. Равномерно олабавите причвршћиваче и уклоните капице главних лежајева у неколико корака (са укљученим уметцима).
13. Пажљиво уклоните радилицу са својих лежајева у блоку.
14. Темељно очистите све уклоњене компоненте. Ако не намеравате одмах да саставите мотор, ставите блок у чисту пластичну кесу.
Провера статуса компоненти
1. Приликом провере стања компоненти блока мотора биће потребни неки специјални алати. Ови алати укључују:
- Два или три микрометра за мерење пречника клипова и рукаваца радилице;
- Циферблатный мерач плунжерного типа;
- Машина за процену степена деформације клипњача.
2. У недостатку потребних алата при руци, проверу стања компоненти треба поверити специјалистима аутосервиса.
3. Пажљиво прегледајте блок на пукотине и друга механичка оштећења. Методе за откривање скривених недостатака описане су у одељку Ресторативна поправка главе цилиндра, посвећен провери стања главе цилиндра. Најисправније би било да се преглед стања ливења блока повери специјалистима аутосервиса.
Блок мотора
Провера поравнања лежишта главних лежајева
1. Проверите лежишта главних лежајева у блоку и поклопце да ли има знакова прегревања, огреботина и неравнина и других механичких оштећења. Ако је потребно, ставите блок у жлеб или га замените. Лагани недостаци се могу уклонити турпијом са финим зубима.
2. Проверите поравнање лежишта лежаја у блоку помоћу мерача равности, полажући га дуж осе заптивке радилице - ако се открије било какав зазор или празнине, блок такође треба обрадити. Поклопци главних лежајева такође морају бити подвргнути одговарајућем бушењу до величине поправке. Након окретања, мотор мора бити опремљен новим облогама одговарајуће величине за поправку.
Провера равности спојне површине блока
1. Површина блока који се спаја са главом цилиндра, која се назива и палуба, мора бити пажљиво очишћена уз потпуно уклањање свих трагова старог материјала заптивке, наслага угља и катрана са ње. Провера се врши помоћу мерача равности и сонде типа сечива. Прво се процењује степен неравнотеће дуж ДП блока, затим дуж обе његове дијагонале.
2. Ако количина равности прелази 0,076 мм на дужини од 15,2 мм (или 0,152 мм за пуну дужину површине за спајање), блок цилиндра је подложан окретању.
Цилиндри
1. Обично је радни зазор клипова у цилиндрима 0,0381÷0,0635 мм.
2. Процените спољашње стање огледала цилиндра и измерите их. Мерења се врше помоћу телескопске чељусти и микрометра у три пресека и две међусобно управне равни. Анализа резултата мерења одредиће обим предстојећих рестаураторских радова. Овалност и конус цилиндара не смеју прелазити дозвољене опсеге. Преузета мерења ће омогућити у будућности да се одреди величина зазора клипова у цилиндрима.
3. Горњи део цилиндара је обично истрошен нешто више од доњег дела, што доводи до стварања конуса. Ако вредност конуса прелази 0,305 мм, цилиндар се мора окренути.
4. Осим тога, обично се зидови цилиндара обично јаче хабају на потисним површинама клипова, тј. у равни управној на осу радилице. Ова врста хабања доводи до формирања овалности цилиндара, која такође не би требало да пређе дозвољене границе (види спецификације).
Цранксхафт
1. Оперите радилицу са растварачем, а затим добро осушите коришћењем компримованог ваздуха ако је могуће. Не заборавите да очистите рупе за уље тврдом четком. Затим их оперите растварачем.
Пажња! Носите заштитне наочаре када користите компримовани ваздух!
2. Проверите главне и клипњаче радилице на зарезе, шупљине, пукотине и знаке неравномерног хабања. Прегледајте целу површину осовине на пукотине или друга оштећења. Да бисте открили скривене пукотине, требало би да прибегнете детекцији грешака магнетним честицама - дајте осовину у аутосервис.
3. Превуците ивицу бакарног новчића дуж грла - ако на површини има трагова бакра, дакле, његова храпавост премашује дозвољену и потребно је дати осовину у жлеб.
4. Користите брусни камен, турпију или стругач да уклоните неравнине са ивица рупа за уље.
5. Проверите преостале површине осовине на пукотине и друга механичка оштећења. Скривене пукотине се откривају током специјалног прегледа у сервису.
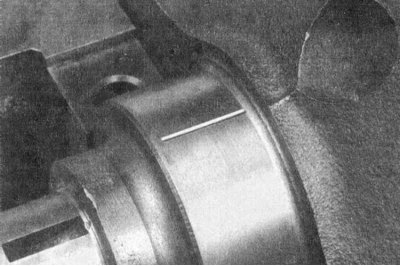
6. Микрометром измерити пречнике главне и клипњаче осовине. Измерите пречник сваког врата на неколико тачака дуж дужине и периметра, што ће вам омогућити да процените вредност његовог сужења и овалности, који не би требало да пређу дозвољене опсеге (види спецификације). Такође треба проценити количину испадања радилице - биће потребан пар В-блокова и ДТИ мерач. Ако немате потребну опрему, обратите се за помоћ специјалисту аутосервиса.
7. У случају да хабање / конус / овалност зубаца пређе дозвољену вредност, или дође до механичког оштећења површина, радилицу треба претворити у жлеб. Након окретања вратила, потребно је одабрати нове облоге за главне и/или клипњаче лежајеве одговарајуће величине за поправку.
8. Проверите стање оменталних врата на оба клина коленастог вратила. Присуство развијених жлебова, избочина или огреботина довешће до квара нових уљних заптивки у врло блиској будућности. У неким случајевима, осовине се могу вратити окретањем и притиском на њих специјалних чахура танких зидова. Ако ова врста поправке није могућа, замените осовину.
9. Проверити стање лабавих листова коренских и штапних лежајева.
Склоп клипњаче и клипа
1. Претходно, склоп клипњаче и клипа морају бити темељно очишћени. Клипни прстенови морају бити уклоњени.
Белешка. Клипни прстенови морају бити замењени без грешке.
2. Користећи посебан алат, уклоните прстенове са клипова - покушајте да случајно не оштетите зидове последњег.
3. Састругати све наслаге угљеника са круна клипа. Након уклањања главног слоја наслага, ручно обрусите површину жичаном четком или комадом финог брусног папира.
Пажња! Ни у ком случају не треба користити жичане наставке за електричну бушилицу за чишћење клипова од меког материјала који се лако еродирају!
4. Помоћу специјалног алата очистите жлебове за уградњу прстенова на клипове. Алтернативно, за ову сврху можете користити комад старог клипног прстена, али пазите да не огребете дно и зидове жлеба и не посечете прсте.
5. Након уклањања главних наслага, оперите склопове клипњаче растварачем и добро их осушите, ако је могуће коришћењем компримованог ваздуха.
Пажња! Не заборавите да носите заштитне наочаре када користите компримовани ваздух! Проверите проходност отвора за поврат уља у задњим зидовима жлебова за уградњу клипних прстенова, као и отвора за уље у доњим главама клипњача.
6. Ако зидови клипа и отвори цилиндара нису оштећени или претерано истрошени, а блок мотора није машински обрађен или замењен, нема потребе за заменом ни клипова. Нормално хабање клипова се манифестује у виду вертикалних трагова хабања дуж потисне површине и благог лабавости налегања горњег компресионог прстена у његовом жлебу. Не заборавите да је замена клипних прстенова обавезна, без обзира на њихово стање.
7. Пажљиво прегледајте сваки од клипова за пукотине у сукњи, око избочина за уградњу клипова и у пределу прстенова.
8. Проверите потисне површине сукње клипа на огреботине, дно на рупе и изгорелости дуж ивице. Присуство огреботина на сукњи може се сматрати знаком продуженог прегревања мотора или прераног паљења мешавине ваздух-гориво - проверите исправност система хлађења. Изгорелости дуж ивица дна су доказ детонације. У сваком случају, узрок идентификованог кршења мора бити елиминисан како би се избегли рецидиви. Могући разлози за настанак наведених кварова могу бити и пропуштање усисног ваздуха, неправилан распоред мешавине ваздух-гориво, нетачан тајминг паљења, неисправно функционисање система паљења и ЕГР.
9. Удубљење клипова у облику шупљина указује на то да је расхладна течност ушла у коморе за сагоревање и/или кућиште мотора. Опет, уверите се да је узрок унутрашњег цурења исправљен.

10. Процените зазор клипних прстенова у њиховим жлебовима тако што ћете убацити нови прстен споља у ваш жлеб на клипу и помоћу мерача типа сечива измерити преостали зазор. Поновите мерење на две или три тачке дуж периметра жлеба. Пазите да не помешате компресионе прстенове (врх се разликује од другог). Ако зазор прелази дозвољену вредност (види спецификације), клипови морају бити замењени.
11. Одредите зазор клипа у вашим цилиндрима, одузмите од пречника цилиндра (види горе) одговарајући пречници клипа. Пречник клипа се мери дуж потисне површине под углом од 90°у односу на осу клипа и на датој удаљености од дна. Ако зазор клипа у цилиндру прелази дозвољену вредност (види спецификације), блок треба дати у жлеб са избором нових клипова и клипних прстенова пречника за поправку.
12. Покушавајући да ротирате компоненте у супротним смеровима, процените уклапање клипова на клипњаче. Присуство било каквог приметног зазора указује на прекомерно хабање зглоба. Да би се ситуација исправила, склопове клипњаче и клипа треба доставити у аутосервис, где ће се извршити неопходна санација и замена прстију.
13. Извођење поступка скидања клипова са клипњача (у случају да се таква потреба укаже) такође треба поверити стручњацима за аутосервис. Паралелно, спојне шипке се могу проверити на знакове савијања, увијања и других деформација помоћу посебне дијагностичке опреме.
Белешка. Осим ако је потребно, клипове не треба скидати са клипњача.
14. Проверите штапове на постојање пукотина и других механичких оштећења. Привремено скините доње поклопце главе, уклоните старе шкољке лежаја, обришите лежишта у поклопцима и главама и проверите да ли има избочина, огреботина и храпавости. Када завршите са провером, поставите облоге на место, поставите поклопце на доње главе клипњаче и прстима затегните монтажне завртње.
Белешка. Ако се мотор поправља да би се елиминисало куцање прстију, замените склопове клипњаче.
Лежајеви
Провера статуса

1. Упркос чињеници да се лежајеви радилице морају без грешке заменити током ремонта мотора, старе облоге треба чувати како би се пажљиво проучило њихово стање, чији резултати могу пружити много корисних информација о опште стање мотора. На илустрацији су приказани примери типичних дефеката шкољке лежаја.
2. До квара лежаја може доћи због недостатка подмазивања, честица прљавштине, преоптерећења мотора и корозије. Без обзира на природу кварова, узрок оштећења облога мора бити елиминисан током ремонта мотора како би се избегло понављање.
3. Ради инспекције, уклоните шкољке лежајева из њихових лежишта у блоку мотора/главама клипњаче и поклопцима главне/окретне клипњаче и положите их по редоследу уградње на чисту радну површину. Организација постављања кошуљица ће омогућити повезивање природе идентификованих недостатака са стањем одговарајућих рукаваца вратила.
4. Прљавштина и стране честице улазе у мотор на различите начине. Могу се оставити унутар јединице током монтаже јединице, или могу проћи кроз филтере или систем за вентилацију картера. Све честице које уђу у моторно уље на крају, пре или касније, заврше у лежајевима. Често су металне струготине уграђене у мекани материјал кошуљица, које се формирају током нормалног рада унутрашњих компоненти мотора. Постоји велика вероватноћа присуства трагова абразива у лежајевима, посебно када није посвећена дужна пажња чишћењу блока након завршетка ремонта мотора. Без обзира на начин на који стране честице улазе у мотор, постоји велика вероватноћа да ће оне бити уграђене у меку површину шкољки лежаја радилице и лако се идентификују визуелним прегледом потоњег. Велике честице се обично не задржавају у облогама, али остављају уочљиве трагове у виду огреботина, шупљина и огреботина на њиховој површини и површини рукаваца осовине. Најбоља гаранција против ове врсте невоља је одговоран однос према чишћењу компоненти након завршетка ремонта мотора и пажња на чистоћу током монтаже. Честе, редовне промене моторног уља такође могу значајно продужити животни век лежаја.
5. Изгладњивање уља може бити резултат неколико различитих, али често повезаних појава. Дакле, прегревање мотора доводи до разблаживања моторног уља и његовог померања из радних зазора лежајева. Недостатак подмазивања лежајева може се приписати превеликим радним зазорима као и нормалним цурењима (унутрашње или спољашње). Уобичајени узрок истискивања уља из зазора лежајева је константно прекорачење броја обртаја мотора. Кршење проходности токова уља (обично повезано са неусклађеношћу рупа приликом уградње компоненти) такође доводи до смањења довода мазива у лежајеве. Типичан резултат гладовања уља је потпуно или локално брисање/удубљење површинског слоја облога од металне подлоге. У овом случају, радна температура може порасти до таквог нивоа да подлога добије плавичасту нијансу као резултат прегревања.
6. Стил вожње власника аутомобила такође има значајан утицај на радни век лежајева. Вожња при малој брзини у високом степену преноса доводи до значајних преоптерећења лежајева, праћених померањем уљног филма из њихових радних зазора. Овакво преоптерећење доводи до повећања пластичности облога и појаве пукотина у површинском слоју (напрезање замора). У овом случају, површински материјал почиње да се мрви и одваја од челичне подлоге. Рад аутомобила у урбаном циклусу (честа путовања на кратке удаљености) доводи до развоја корозије лежајева због чињенице да недовољно загревање мотора доводи до кондензације и ослобађања хемијски агресивних гасова. Ови производи се акумулирају у моторном уљу, формирајући шљаке и киселине. Ако такво уље уђе у лежајеве, агресивне супстанце доприносе развоју корозије облога.
7. Неправилна уградња кошуљица током монтаже мотора такође може проузроковати њихово брзо уништење. Превише чврсто приањање не обезбеђује потребан радни зазор лежајева, што доводи до њиховог изгладњивања уља. Резултат уласка испод кошуљице (приликом њиховог постављања) страних честица је формирање узвишења, површински слој са којих се брзо брише.
8. Балансна и помоћна вратила могу бити опремљена прстенастим лежајевима, чију замену треба поверити стручњацима за аутосервис.
Ретровизори цилиндра за брушење
1. Пре монтаже мотора обавезно је брушење ретровизора цилиндара како би се постигло правилно налегање клипних прстенова на њима, чиме се обезбеђује одговарајућа непропусност комора за сагоревање.
Белешка. Ако немате потребне алате при руци или не желите да сами брусите, посао се може поверити стручњацима аутосервиса за прилично умерену накнаду.
2. Пре него што кренете на хонингованию, поставите на место поклопац аутохтоних лежајеве/прикључна мост (без уметака) и затегните завртње за причвршћивање потребним моментом.
3. Постоје две врсте хона за обраду цилиндричних огледала: хон типа "четкица за флаше" и, традиционалније, површински хон у облику млазнице са опругама за брушење. Оба алата обезбеђују неопходан квалитет обраде цилиндричних огледала, иако је употреба првог пожељнија за неискусног механичара. Такође ће вам требати довољна количина крпа, специјалног хонања или само течног машинског уља, као и електрична бушилица као погон за брушење млазница. Наставите следећим редоследом:
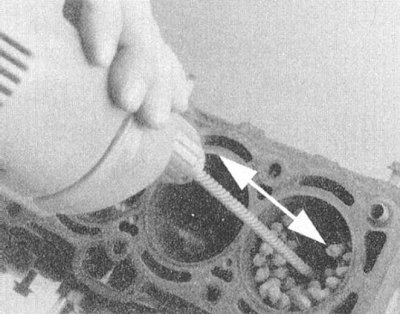
- a) Затегните брус у стезну главу електричне бушилице, унесите брусне плоче / шипке четке са млазницама и увуците их у цилиндар.
Пажња! Не заборавите да носите заштитне наочаре или штитник за лице!
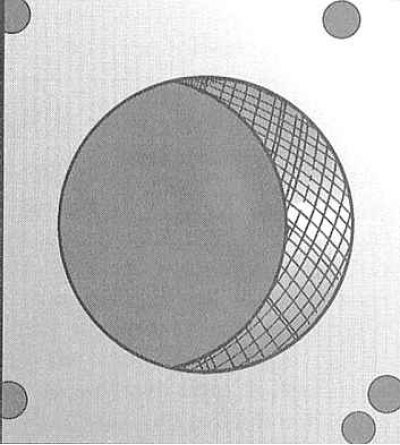
- b) Огледало третираног цилиндра обилно навлажите уљем, укључите бушилицу и почните повратне покрете унутар цилиндра са млазницом. Брзина вертикалног кретања хоне треба да обезбеди наношење мрежасте шаре на површину огледала цилиндра са углом пресека страница мреже од око 60°. Не штедите уље и покушајте да не уклоните више материјала са површине зидова цилиндра него што је заиста потребно за постизање жељеног резултата.
Белешка. Произвођачи клипних прстенова могу имати своје захтеве за угао пресека страна шаблона мреже - пажљиво прочитајте упутства на паковању комплета за поправку.
- c) Не скидајте брус из цилиндра пре него што се бушилица потпуно заустави! Наставите да узвраћате млазницу док не престане да се окреће. Након заустављања бушилице, стисните брусне плоче и уклоните брус из цилиндра. Када користите брус за четкицу за флашу, сачекајте да се бушилица потпуно заустави, а затим уклоните млазницу док наставите да ручно ротирате стезну главу у нормалном смеру.
- d) Обришите огледало цилиндра крпом и наставите са брушењем следећег.
 |  |
4. По завршетку обраде турпијом закосите горње ивице цилиндара - ова обрада се врши како би се избегле потешкоће са пуњењем клипова прстеновима који се на њих стављају у цилиндре. Будите изузетно опрезни да не огребете огледало цилиндра турпијом за иглу.
5. На крају, целу јединицу треба темељно испрати топлим раствором сапунске воде.
Белешка. Цилиндри се могу сматрати опраним када, након проласка беле крпе навлажене уљем на огледалу, на њему не остане сиви премаз. Обавезно очистите све рупе и канале за уље цилиндричном четком, а затим исперите блок воденим млазом под високим притиском.
6. Након прања, добро осушите блок и премажите обрађене површине уљем како бисте их заштитили од корозије. Умотајте блок у чисту пластичну кесу пре састављања мотора.
Скупштина
1. Пре свега, потребно је припремити радно место, обраћајући посебну пажњу на чистоћу површина и доступност довољно слободног простора. Водите рачуна о опремању места за складиштење компоненти које ћете инсталирати. Сви делови који се инсталирају такође морају бити добро очишћени и осушени.
2. Причврстите блок цилиндра на монтажни блок и поново га добро оперите раствором воде са сапуном, обраћајући посебну пажњу на чишћење уљних пролаза и водених галерија. Осушите блок, ако је могуће, компримованим ваздухом, а затим га попрскајте антикорозивним раствором типа ВД-40®. Обришите огледала цилиндра чистом крпом која не оставља длачице.
3. Поново инсталирајте чепове за стискање и чепове за довод уља.
4. Ништа мање темељно очистите радилицу и наставите да је инсталирате на мотор (види доле).
Поступак монтаже мотора
1. Пре него што наставите са монтажом мотора, уверите се да имате све потребне делове, материјале и алате, који укључују следеће:
- a) Стандардни сет браварског алата;
- b) Момент кључ са погоном од 1/2 инча;
- c) Алат за стављање клипних прстенова;
- d) Алат за пресовање клипних прстенова;
- e) Кратке дужине црева за гориво за постављање поклопаца лежајева шипке на клинове;
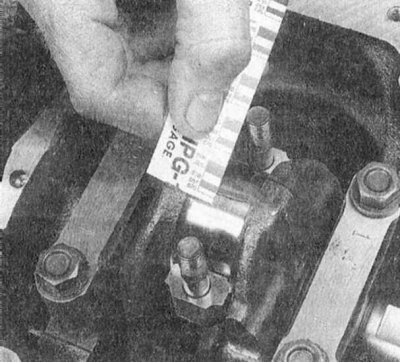
- f) Мерни сет Пластигаге;
- g) Сет сонди типа оштрице;
- h) Турпија са малим зубом;
- i) Свеже моторно уље;
- j) Монтажни мотор или мазиво које садржи молибден;
- k) заптивач заптивке;
- l) Заптивач за причвршћивање навојних спојева.
2. Да бисте уштедели време и минимизирали проблеме, саставите мотор следећим редоследом:
- Четвороцилиндрични мотори
- a) Карике;
- b) радилица и главни лежајеви;
- c) Склоп клипњаче и клипа;
- d) Уљна заптивка задње радилице;
- e) Склоп за балансирање мотора;
- f) Глава цилиндра са подизачима вентила;
- g) Цамсхафтс;
- h) Балансна вратила са ланчаницима;
- i) Ланац дистрибуције гаса;
- j) Пумпа за уље;
- k) Унос уља са цедиљком;
- l) Тигањ за уље;
- m) Улазни цевовод и издувни колектор;
- n) Поклопац главе цилиндра;
- o) Диск замајца/погона.
- В6 мотори
- a) Карике;
- b) радилица и главни лежајеви;
- c) Склоп клипњаче и клипа;
- d) Задња уљна заптивка радилице са држачем;
- e) Пумпа за уље;
- f) Тигањ за уље;
- g) главе цилиндра;
- h) Брегасте осовине и подизачи вентила;
- i) Зупчасти ремен са зупчаницима;
- j) Поклопци разводног погона;
- k) Поклопци главе цилиндра;
- l) Улазни цевовод и издувни колектори;
- m) Диск замајца/погона.
Уградња клипних прстенова
1. Пре уградње нових клипних прстенова, проверите зазоре у њиховим бравама. Подразумева се да су бочни зазори прстенова у клипним жлебовима већ проверени и да су у складу са прихваћеним стандардима (види горе).
2. Поставите клипњачу и клип са комплетима прстенова на радну површину радног стола. Од сада ће сваки сет прстенова бити чврсто "везан" за свој клип. Сада можете почети да мерите празнине у бравама прстенова.
3. Напуните врх (№ 1) компресиони прстен унутар првог цилиндра мотора и поравнајте га окомито гурањем круне клипа надоле. Прстен треба да буде у подручју доње границе радног хода прстенова у цилиндру.
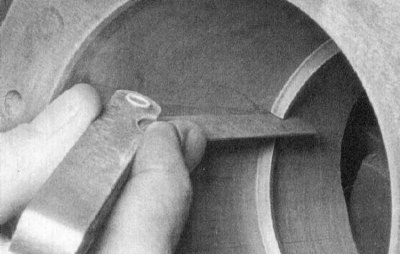
4. Одредите зазор у брави прстена помоћу мерача сечива (И) сонда треба чврсто да клизи у брави. Упоредите резултат мерења са захтевима Спецификација. Ако је растојање ван домета у било ком правцу, пре предузимања било каквих корективних радњи (види доле), још једном уверите се да не помешате прстенове.
5. Ако је зазор премали, може се повећати бушењем фино назубљеном турпијом (претходно прочитајте упутства за комплет - не могу се сви прстенови поднети) Стегните правоугаону турпију у шкрипцу, а затим закључајте прстен око турпије тако да крај потоњег буде унутар круга. Полако повуците прстен према себи, уклањајући вишак метала са његових крајева у брави. Када дођете до краја датотеке, уклоните прстен, поново проверите размак, поновите поступак ако је потребно.
Пажња! Ни у ком случају не гурајте прстен од себе на турпију, јер ће се ивице браве спојити и постоји велики ризик од уништења метала.
6. Превелики размак није кривично дело ако не прелази 0,51 мм. Још једном, уверите се да купљени сетови прстенова по својим карактеристикама задовољавају потребе мотора вашег аутомобила.
7. Поновите поступак за преостале прстенове (друга компресија и стругач за уље) клип првог цилиндра, затим за прстенове свих осталих клипова. Запамтите да је сада сваки сет прстенова јединствено "везан" за свој клип, на који треба да се инсталира.
8. Након што сте проверили и правилно исправили празнине у бравама прстенова, можете почети да их стављате на своје клипове.
9. На клип се прво ставља стругач за уље (дно) прстен. Прстен за стругање уља састоји се од три одвојена дела. Прво напуните опружни експандер у доњи жлеб клипа. Ако је развртач опремљен језичком против ротације, уверите се да је овај други у контра-бушилици у жлебу клипа. Сада поставите доњи радни део прстена у жлеб. Да бисте избегли случајно оштећење радних делова прстена за стругање уља, немојте користити никакав алат да их монтирате - само убаците један крај пресека у жлеб испод / изнад експандера, чврсто га притисните прстом и померајући се дуж периметар прстена, попуните остатак. На крају се поставља горњи радни део прстена.
 |  |
10. Поставивши све три компоненте прстена за стругање уља у доњи жлеб клипа, проверите слободу ротације (склизнути у жлеб) горњи и доњи радни део.
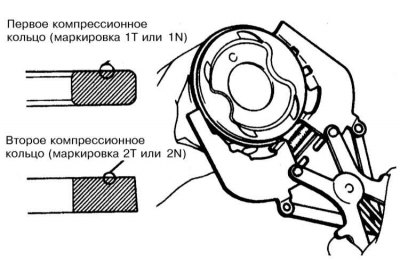
11. Следећи је други (дно) компресиони прстен. Прстен мора бити постављен тако да ознака буде окренута нагоре (до дна клипа).
Белешка. Строго се придржавајте упутстава произвођача прстенова, која су обично одштампана на паковању комплета. Не мешајте други компресијски прстен са првим (топ) - имају различите пресеке.
12. Помоћу специјалног експандера и пазећи да је прстен окренут са ознаком нагоре, ставите га у средњи жлеб на клипу. Покушајте да не ширите браву прстена више него што је заиста потребно да бисте га глатко поставили на клип.
13. Поступајући на сличан начин, инсталирајте први (топ) компресиони прстен (обележавање). Покушајте да не помешате горњи прстен са другим.
14. Наизменично употпуните прстеновима све преостале клипове.
Инсталирање радилице
1. Инсталација радилице је први корак у стварном склапању мотора. Подразумева се да су у овој фази блок мотора и само вратило већ прописно очишћени, проверени и подвргнути неопходној обнови.
2. Окрените мотор наопако.
3. Дајте завртње за причвршћивање, уклоните поклопце корених лежајева/монтажу поклопаца. Поставите поклопце на радни сто по редоследу уградње на мотор.
4. Ако то већ нисте урадили, уклоните старе шкољке главног лежаја са својих кревета у блоку и покривача. Обришите кревете чистом крпом која не оставља длачице - требало би да буду беспрекорно чисти.
Провера радних зазора главних лежајева
Белешка. Избегавајте додиривање нових површина лежаја голим рукама како бисте избегли нежељени контакт лежајева са траговима уља и хемикалија које су увек присутне на прстима.
1. Обришите полеђине нових шкољки главног лежаја и ставите половине са жљебовима за уље у лежишта у блоку. Убаците преостале половине шкољке у одговарајуће поклопце лежаја. Уверите се да језици облога улазе у реципрочне жлебове за слетање у лежиштима блока и поклопаца. Рупе за уље у блоку такође морају бити правилно поравнате са рупама на облогама.
Пажња! Ни у ком случају не би требало да покушавате да чекићем закуцате неповезану подлогу у кревет. Не подмазујте лежајеве у овој фази!
2. Обришите површине лежајева у блоку и главним рукавцима радилице чистом крпом која не оставља длачице. Проверите проходност отвора за уље на вратилу, очистите их ако је потребно. Све стране честице које се налазе у путевима уља неизбежно ће завршити у лежајевима.
3. Пажљиво обрисана радилица пажљиво лежи у главним лежајевима блока.
4. Пре коначног постављања вратила, потребно је проверити радне зазоре у његовим главним лежајевима.
5. Исеците калибрисану пластичну жицу из Пластигаге мерног комплета на дужине нешто краће од ширине чаура и положите по један комад жице дуж сваког од рукаваца главног вратила, паралелно са њиховом осом.
6. Обришите површине облога у поклопцима и поставите их на њихова редовна места. Покушајте да не померате комаде калибрисане жице положене дуж врата осовине. Лагано науљите навоје монтажних вијака и заврните их, причвршћујући поклопце.
7. У неколико фаза, равномерно затегните завртње са поклопцем на потребан обртни момент.
Пажња! Не дозволите да се осовина окреће док притежете причвршћиваче!
8. Изврните завртње и пажљиво скините поклопце коренских лежајева. Поставите уклоњене поклопце редоследом којим су постављени на мотор. Пазите да не оштетите спљоштену жицу мерача и не окрећите осовину. Ако се било који од поклопаца не може уклонити, лагано га ударите чекићем меког лица да бисте га олабавили.
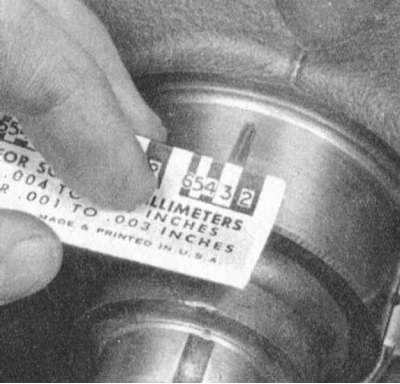
9. Користећи ширину спљоштених навоја, мерену на скали одштампаној на паковању Пластигаге комплета, одредите радне зазоре лежајева. Упоредите резултате мерења са захтевима Спецификација.
10. Ако је зазор изван толеранције, можда су постављене чауре погрешне величине. Пре него што тражите нове облоге, уверите се да ниједна прљавштина или уље нису пали испод уметнутих у овој фази. Ако је калибрирана жица на једном крају више спљоштена него на другом, то указује на присуство конуса врата.
11. Пажљиво уклоните жицу мерача са врата, састружући све трагове неким алатом који није превише јак (као ивица старе кредитне картице). У екстремним случајевима можете користити свој нокат - главна ствар је да на површини врата / облога нема огреботина или огреботина.
Завршна уградња радилице
1. Пажљиво уклоните радилицу са мотора. Обришите површине лежајева у блоку и равномерно их подмажите танким слојем молибдена или мазива за склоп мотора. Не заборавите да подмажите и потисне подлошке.
Пажња! Покушајте да не дозволите да маст дође на полеђине кошуљица!
2. Уверите се да су рукавци радилице потпуно чисти, а затим их подмажите (исто мазиво или чисто моторно уље) површине клинова у контакту са заптивкама.
3. Инсталирајте задњу заптивку вратила.
4. Обришите и подмажите површине кошуљица у блоку, а затим поставите осовину на своје редовно место. Поставите поклопац задњег лежаја, затим све остале, осим упорних. Затегните причвршћиваче поклопца на потребан обртни момент.
5. Уградите поклопац потисног лежаја, заврните завртње његовог причвршћивања и затегните их руком.
6. Гурните осовину напред према потисној површини горњег омотача лежаја. Док држите осовину мирно, притисните поклопац потисног лежаја уназад да поравнате потисне површине обе чауре.
7. Притиском на осовину напред, затегните вијке за причвршћивање поклопца потребном силом.
8. Да бисте измерили аксијални зазор радилице, фиксирајте мерач на блоку притиском његовог клипа на крајњу површину клина предњег вратила.
9. Пажљиво притисните вратило назад док се не заустави и, држећи га у притиснутом положају, поставите мерач на нулу.
10. Померите осовину напред до краја њеног хода и прочитајте мерач.
11. Ако је резултат мерења ван опсега (види спецификације), замените шкољке потисног лежаја и поново проверите. По потреби вратило дајте на преглед у аутосервис.
Уградња клипњаче и клипних склопова и провера радних зазора у лежајевима клипњаче радилице
Припрема
1. Пре уградње склопова клипњаче и клипа, зидови цилиндара морају бити темељно обрисани, трагови степенастог хабања су потпуно уклоњени са њихових горњих ивица и уклоњена ивица. Подразумева се да је радилица већ постављена на своје редовно место у блоку.
2. Уклоните поклопац доње главе склопа клипњаче првог цилиндра (уверите се да постоје фабричке ознаке или ознаке примењене током процеса демонтаже). Уклоните старе шкољке лежаја са главе клипњаче и њеног поклопца и пажљиво обришите њихова лежишта чистом крпом која не оставља длачице.
Провера радног зазора лежаја клипњаче
Белешка. Избегавајте додиривање нових површина лежаја голим рукама како бисте избегли нежељени контакт лежајева са траговима уља и хемикалија које су увек присутне на прстима.
1. Обришите задњи део новог горњег лежаја и поставите га у лежиште лежаја у глави клипњаче. Уверите се да су рупе за уље поравнате и да је језичак за вођење чауре у реципрочном жлебу на клипњачи. Ни у ком случају не ударајте чекићем облогу у кревет. У овој фази немојте ништа подмазати лежај.
2. Обришите задњи део другог лежаја и ставите га у поклопац клипњаче. Опет, уверите се да је језик упао у реципрочни жлеб. Немојте користити никакво мазиво - изузетно је важно да спојне површине лежаја и клипњаче остану апсолутно чисте и суве.
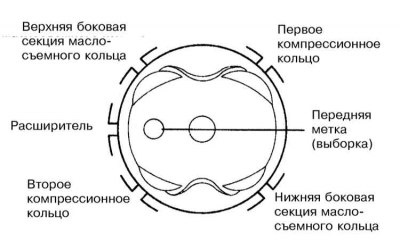
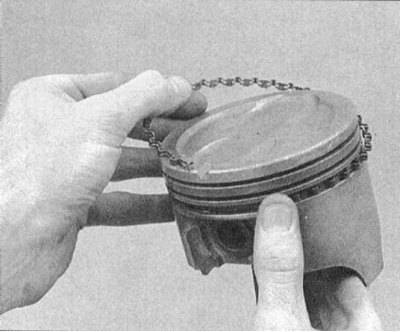
3. Поставите браве клипних прстенова као што је приказано на илустрацији.
3. Поставите делове црева за гориво на завртње поклопца лежаја.
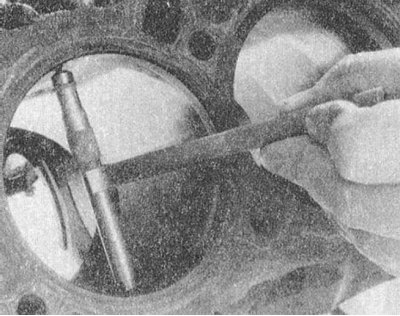
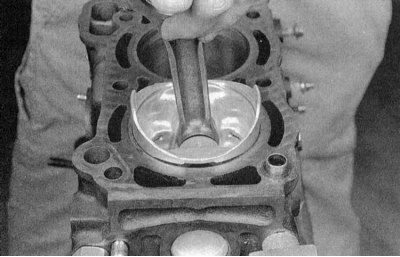
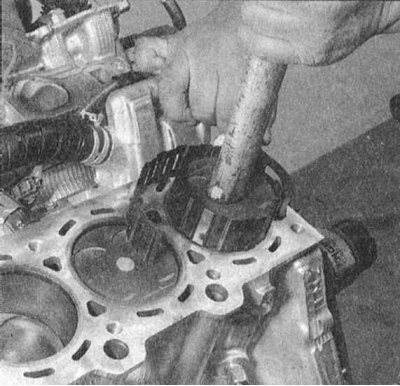
4. Подмажите клип и клипне прстенове чистим моторним уљем. Гурните трн алата за пресовање прстена на клип. Оставите руб клипа да вири из трна алата за око 6 мм ради лакшег пуњења у цилиндар. Прстенови морају бити притиснути у равни са формираном површином клипа.
5. Окрените радилицу тако да врат прве радилице буде у БДЦ положају. Подмажите огледало првог цилиндра моторним уљем.
6. Окретањем склопа са ознакама на дну клипа напред дуж мотора, пажљиво напуните клипњачу у први цилиндар блока. Уметните сукњу клипа у цилиндар, чврсто притискајући доњу ивицу трна алата за пресовање прстена на површину блока.
7. Куцните горњу ивицу трна да бисте били сигурни да је чврсто притиснут на блок по целом ободу доње ивице.
8. Лагано лупкајући дрвеном дршком чекића по дну, убаците клип у цилиндар, усмеравајући доњу главу клипњаче на врат одговарајуће радилице. Клипни прстенови могу изненада искочити испод трна алата, па стално пратите чврстоћу притиска на његов блок. Делујте полако, ако се појави и најмањи отпор, одмах зауставите куцање клипа. Откријте узрок ометања и уклоните га.
Пажња! Никада не покушавајте силом да гурнете клип у цилиндар - то може довести до механичког оштећења или уништења клипних прстенова!
9. Након увођења клипњаче и клипног склопа у мотор, пре коначне уградње поклопца доње главе клипњаче, треба проверити радни зазор лежаја клипњаче радилице.
10. Одрежите комад калибрисане пластичне жице из Пластигаге мерног сета, нешто краћи од ширине омотача лежаја клипњаче, и положите га дуж првог рукавца радилице, паралелно са осом овог другог.
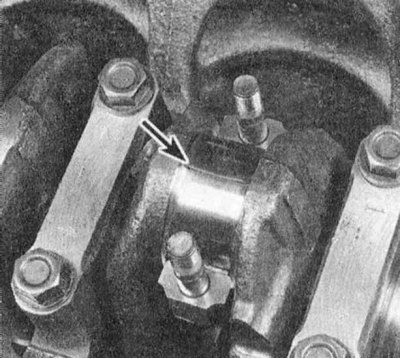
11. Обришите површину лежаја у поклопцу клипњаче и поставите поклопац на клипњачу. Уверите се да је ознака на поклопцу окренута у истом смеру као и ознака на клипњачи.
12. Лагано подмажите доње крајеве глава причврсних вијака чистим моторним уљем, уврните завртње и затегните их у три степена потребном силом.
Белешка. Користите утичницу са танким зидовима да бисте избегли заглављивање кључа. Ако постоје знаци заглављивања кључа између матице и клипњаче, лагано подигните главу и наставите са затезањем. Не дозволите да се радилица окреће током целе процедуре.
13. Дајте учвршћење и пажљиво уклоните поклопац са шипке. Пазите да не оштетите спљоштени комад жице.
14. Користећи ширину спљоштене жице, мерену на скали одштампаној на Пластигаге паковању, одредите радни зазор у лежају. Упоредите резултат мерења са захтевима Спецификација.
15. Ако је зазор ван домета, пре него што потражите облоге друге величине, проверите да ли је прљавштина/уље доспело испод полеђине кошуљица угнежђених у клипњачу и поклопца кошуљица. Поново измерите пречник рукавца вратила. Спљоштеност жице са једног краја више него са другог указује на присуство конуса врата.
Завршна монтажа клипњаче и клипног склопа
16. Ноктом или ивицом старе кредитне картице пажљиво остружите све трагове жице за мерач са рукавца и/или површине лежаја.
17. Уверите се да су обе површине лежаја апсолутно чисте, а затим их равномерно подмажите танким слојем молибдена или масти за склоп мотора. Да бисте приступили површини горњег лежаја, мораћете мало да гурнете клип у цилиндар - не заборавите да ставите заштитна црева на вијке поклопца клипњаче како бисте избегли оштећење површине рукавца вратила. Покушајте да спречите да клипни прстенови искачу из цилиндра.
18. Вратите клипњачу на своје место, пажљиво је ставите доњом главом на врат ваше радилице, уклоните заштитна црева са вијака, поставите поклопац и у три фазе затегните матице за причвршћивање на потребну силу.
Белешка. Пратите исправно поравнање ознака на поклопцу клипњаче и његовој доњој глави.
19. Поновите цео поступак за преостале склопове клипњаче и клипа.
20. Имајте на уму следеће важне тачке:
- a) Уверите се да прљавштина не доспе на полеђине кошуљица и њихових лежишта у клипњачама и поклопцима;
- b) Уверите се да је сваки склоп постављен тачно у свој цилиндар (чак иу случају нових компоненти, пошто су зазори клипних прстенова прилагођени специфичним цилиндрима);
- c) Клипови морају бити означени на дну испред мотора (према погону времена);
- d) Не заборавите да подмазујете ретровизоре цилиндра моторним уљем пре уградње склопова;
- e) Не заборавите да подмажите лежајеве пре коначног постављања поклопаца (након провере радних зазора у последњем).
21. По завршетку уградње клипњаче и клипних склопова, проверите слободу ротације радилице окретањем неколико пута руком.
22. У закључку, потребно је поново проверити аксијални ход радилице (види горе).
23. Упоредите резултате мерења крајњег отвора са захтевима Спецификација. Ако је зазор био нормалан пре демонтаже мотора и коришћени су стари склоп клипњаче и клипа, не би требало бити изненађења. Ако зазор пређе дозвољене границе након замене клипњача, потоњи се морају уклонити са мотора и послати у аутосервис на одговарајућу машинску обраду.