
Opće informacije
Tijekom popravka bloka cilindra obično se mijenjaju klipovi s klipnim prstenovima, glavni i klipnjačni ležajevi koljenastog vratila, komponente razvodnog pogona i uljna pumpa. Na OHV motorima također se moraju zamijeniti bregasta osovina i podizači ventila.
Ako je potrebno, cilindri se okreću / košuljice se zamjenjuju. Zrcala cilindra moraju se brusiti bez greške.
Koljenasto vratilo obično je također podložno tokarenju, nakon čega slijedi odabir ljuski ležaja za popravak.
Uklanjanje stepenastog trošenja na vrhu cilindara
1. Zbog činjenice da tijekom svog radnog ciklusa klipovi ne dosežu gornji rez cilindra, na kraju njihovog hoda na zrcalu cilindra formira se stepenica, čija prisutnost sprječava uklanjanje klipnjače i sklopove klipa i mogu oštetiti nove klipove kada su ugrađeni u motor.
2. Postoji nekoliko vrsta upuštača koji se koriste za uklanjanje stepenastog trošenja na cilindrima, a svi su oni relativno jeftini alati.
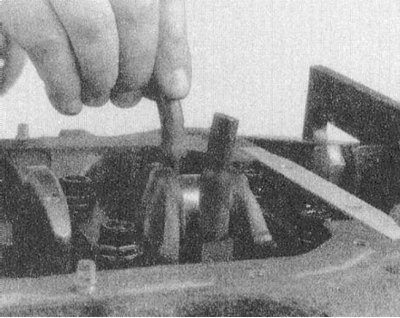
3. Zakrenite radilicu tako da klip odgovarajućeg cilindra padne u najniži položaj.
4. Dno klipa pokrijte zaštitnim slojem krpa
5. Pripremite upuštač i, slijedeći upute proizvođača alata, obradite gornji dio cilindra kako biste uklonili postupno trošenje.
Bilješka. Pokušajte ne pretjerati i ne oštetiti ogledalo cilindra u njegovom radnom dijelu!
6. Uklonite svrdlo, krpe i piljevinu nastalu kao rezultat obrade.
7. Na sličan način uklonite stepenastu istrošenost zrcala svih cilindara.
Demontaža i čišćenje
1. Postavite motor na postolje za montažu ili čvrsti radni stol. Alternativno postavite jedinicu na pod garaže na nekoliko drvenih blokova (mjenjač spojna površina prema dolje). Položaj motora trebao bi omogućiti slobodan pristup pričvrsnim elementima kapica donjih glava klipnjača i mogućnost okretanja radilice. Svi poklopci predviđeni dizajnom jedinice moraju se ukloniti s motora.
2. Uklonite komponente razvodnog mehanizma i glavu cilindra s motora. Skinite korito ulja i sklop za dovod ulja. Ako je potrebno, uklonite pogonsku osovinu pumpe za ulje, balansiranje i pomoćna vratila.
3. Uklonite postupno trošenje s vrha cilindara (vidi gore).
4. Okrenite motor tako da se otvori izravan pristup koljenastom vratilu. Pisačem ili bušilicom označite klipnjače prema njihovoj pripadnosti cilindrima. Na isti način označite poklopce glavnih ležajeva.
5. Ponovno upalite motor, ovaj put s prvim cilindrom prema gore. Okrenite radilicu tako da klip prvog cilindra bude na dnu njegovog hoda. Otpustite pričvrsne elemente i uklonite poklopac donje glave klipnjače prvog cilindra (pazite da ljuska ležaja klipnjače ostane u poklopcu).
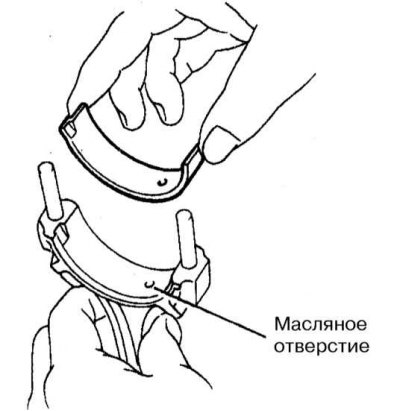
6. Navucite dijelove crijeva za gorivo na pričvrsne klinove, čime osiguravate zaštitu vrata osovine i ogledala cilindara od oštećenja tijekom uklanjanja sklopa klipnjače.
7. Koristeći drvenu dršku čekića, gurnite klipnjaču prema gore otprilike 25 mm i skinite gornju školjku ležaja s ležaja u donjoj glavi.
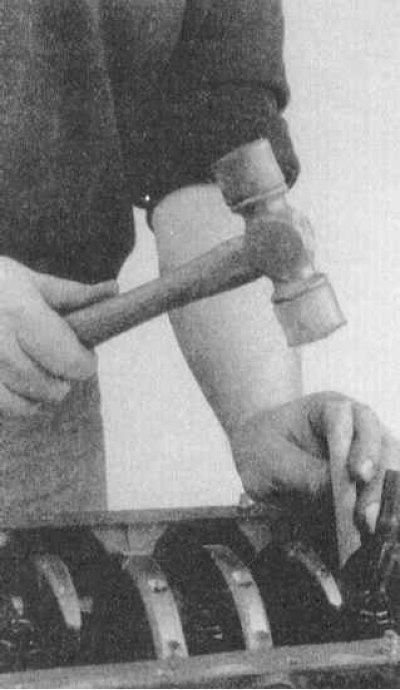
8. Nastavite pažljivo lupkati sklop dok se klipni prstenovi ne oslobode iz cilindra.
Pažnja! U slučaju otpora, odmah prestanite lupkati sklop i uvjerite se da su tragovi stepenaste istrošenosti u gornjem dijelu zrcala cilindra potpuno uklonjeni!
9. Ručno konačno uklonite sklop klipnjače i klipa iz bloka. Umetnite ljuske ležaja u ležište, ponovno postavite poklopac donje glave klipnjače, lagano zatežući pričvrsne elemente.
10. Ponašajući se na sličan način, uklonite preostale sklopove klipnjače i klipa iz bloka.
Bilješka. Kod servisiranja V-motora prvo se skidaju sklopovi iz jednog reda cilindara, zatim se motor okreće u drugi red i uklanjaju se preostali sklopovi.
12. U ovom trenutku, jedina komponenta koja ostaje u bloku trebala bi biti radilica. Ravnomjerno otpustite pričvrsne elemente i uklonite poklopce glavnih ležajeva u nekoliko koraka (s uključenim umetcima).
13. Pažljivo uklonite radilicu iz svojih ležajeva u bloku.
14. Temeljito očistite sve uklonjene komponente. Ako nećete odmah sastaviti motor, stavite blok u čistu plastičnu vrećicu.
Provjera statusa komponenti
1. Prilikom provjere stanja komponenti bloka motora bit će potrebni neki posebni alati. Ti alati uključuju:
- Dva ili tri mikrometra za mjerenje promjera klipova i rukavaca radilice;
- Tip klipa za brojčanik;
- Stroj za ocjenu stupnja deformacije klipnjača.
2. U nedostatku potrebnih alata pri ruci, provjeru stanja komponenti treba povjeriti stručnjacima autoservisa.
3. Pažljivo pregledajte blok za pukotine i druga mehanička oštećenja. Metode za otkrivanje skrivenih nedostataka opisane su u odjeljku Restauracijski popravak glave cilindra, posvećen provjeri stanja glave cilindra. Bilo bi najispravnije povjeriti pregled stanja odljeva bloka stručnjacima autoservisa.
Blokada motora
Provjera poravnanja ležajeva glavnih ležajeva
1. Provjerite ima li na ležajevima glavnih ležajeva u bloku i poklopcima znakova pregrijavanja, habanja i neravnina te drugih mehaničkih oštećenja. Ako je potrebno, stavite blok u utor ili ga zamijenite. Lagani nedostaci mogu se ukloniti turpijom s finim zubima.
2. Provjerite poravnanje ležišta ležaja u bloku pomoću mjerača ravnosti, postavljajući ga duž osi brtve radilice - ako se otkrije bilo kakav zazor ili praznine, blok također treba obraditi. Kapice glavnih ležajeva također moraju biti podvrgnute odgovarajućem bušenju na veličinu popravka. Nakon okretanja, motor mora biti opremljen novim košuljicama odgovarajuće veličine za popravak.
Provjera ravnosti spojne površine bloka
1. Površina bloka koja se spaja s glavom cilindra, koja se naziva i paluba, mora se pažljivo očistiti s potpunim uklanjanjem svih tragova starog materijala brtve, naslaga ugljena i katrana s nje. Provjera se vrši pomoću mjerača ravnosti i sonde s oštricom. Prvo se procjenjuje stupanj neravnine duž DP bloka, zatim duž obje njegove dijagonale.
2. Ako iznos spljoštenosti prelazi 0,076 mm na duljini od 15,2 mm (ili 0,152 mm za punu duljinu spojne površine), blok cilindra je podložan okretanju.
Cilindri
1. Obično je radni zazor klipova u cilindrima 0,0381÷0,0635 mm.
2. Procijeniti vanjsko stanje zrcala cilindra i izmjeriti ih. Mjerenja se vrše pomoću teleskopske čeljusti i mikrometra u tri presjeka i dvije međusobno okomite ravnine. Analizom rezultata mjerenja odredit će se opseg predstojećih sanacijskih radova. Ovalnost i konusnost cilindara ne smiju prelaziti dopuštene raspone. Provedena mjerenja omogućit će u budućnosti određivanje veličine zazora klipova u cilindrima.
3. Gornji dio cilindara obično je istrošen nešto više od donjeg dijela, što dovodi do stvaranja konusa. Ako vrijednost konusa prelazi 0,305 mm, cilindar se mora okrenuti.
4. Osim toga, obično se stijenke cilindara obično jače troše na potisnim površinama klipova, t.j. u ravnini okomitoj na os koljenastog vratila. Ovakvo trošenje dovodi do stvaranja ovalnosti cilindara, koja također ne smije prelaziti dopuštene granice (pogledajte specifikacije).
Radilica
1. Operite radilicu otapalom, a zatim temeljito osušite koristeći komprimirani zrak ako je moguće. Ne zaboravite očistiti rupe za ulje čvrstom četkom. Zatim ih isperite otapalom.
Pažnja! Nosite zaštitne naočale kada koristite komprimirani zrak!
2. Provjerite ima li na glavnim rukavcima radilice i klipnjače brazda, šupljina, pukotina i znakova neravnomjernog trošenja. Provjerite ima li na cijeloj površini osovine pukotina ili drugih oštećenja. Da biste otkrili skrivene pukotine, trebali biste pribjeći detekciji grešaka magnetskim česticama - dajte osovinu u radionicu za autoservis.
3. Provucite rub bakrenog novčića duž grla - ako na površini ima tragova bakra, njegova hrapavost premašuje dopuštenu i potrebno je dati osovinu u utor.
4. Upotrijebite brusni kamen, turpiju ili strugalo za uklanjanje neravnina s rubova rupa za ulje.
5. Provjerite ima li na preostalim površinama osovine pukotina i drugih mehaničkih oštećenja. Skrivene pukotine otkrivaju se posebnim pregledom u servisu.
6. Mikrometrom izmjerite promjere glavnih i klipnjačnih rukavaca vratila. Izmjerite promjer svakog vrata na nekoliko točaka duž duljine i perimetra, što će vam omogućiti da procijenite vrijednost njegove suženosti i ovalnosti, koja ne smije ići izvan dopuštenih raspona (pogledajte specifikacije). Također treba procijeniti količinu odstupanja radilice - bit će potreban par V-blokova i DTI mjerač. Ako nemate potrebnu opremu, obratite se za pomoć stručnjaku autoservisa.
7. U slučaju da istrošenost / konusnost / ovalnost rukavaca prijeđe dopuštenu vrijednost ili dođe do mehaničkog oštećenja površina, radilicu treba okrenuti u utor. Nakon okretanja vratila potrebno je odabrati nove košuljice za glavne i / ili klipnjače ležaja odgovarajuće veličine za popravak.
8. Provjerite stanje omentalnih vratova na oba klina koljenastog vratila. Prisutnost razvijenih utora, neravnina ili ogrebotina dovest će do kvara novih uljnih brtvi u vrlo bliskoj budućnosti. U nekim slučajevima, osovine se mogu obnoviti okretanjem i pritiskom posebnih čahura tankih stijenki na njih. Ako ova vrsta popravka nije moguća, zamijenite osovinu.
9. Provjerite stanje labavih listova radikalnih i štapnih ležajeva.
Sklopovi klipnjače i klipa
1. Prethodno se moraju temeljito očistiti sklopovi klipnjače i klipa. Klipni prstenovi se moraju ukloniti.
Bilješka. Klipni prstenovi moraju se zamijeniti bez greške.
2. Pomoću posebnog alata uklonite prstenove s klipova - pokušajte ne slučajno oštetiti stijenke potonjeg.
3. Ostružite sve naslage ugljika s kruna klipa. Nakon uklanjanja glavnog sloja naslaga, površinu izbrusite ručno žičanom četkom ili komadom finog brusnog papira.
Pažnja! Ni u kojem slučaju se ne smiju koristiti žičani nastavci za električnu bušilicu za čišćenje klipova izrađenih od mekanog materijala koji se lako erodiraju!
4. Pomoću posebnog alata očistite utore za ugradnju prstenova na klipove. Alternativno, u tu svrhu možete koristiti komad starog klipnog prstena, ali pazite da ne ogrebete dno i stijenke utora i ne posječete prste.
5. Nakon uklanjanja glavnih naslaga, operite sklopove klipnjača otapalom i temeljito ih osušite, ako je moguće pomoću komprimiranog zraka.
Pažnja! Nemojte zaboraviti nositi zaštitne naočale kada koristite komprimirani zrak! Provjerite prohodnost otvora za povrat ulja na stražnjim stijenkama utora za ugradnju klipnih prstenova, kao i otvora za ulje u donjim glavama klipnjača.
6. Ako stijenke klipa i provrti cilindara nisu oštećeni ili prekomjerno istrošeni, a blok motora nije strojno obrađen ili zamijenjen, nema potrebe mijenjati ni klipove. Normalno trošenje klipova očituje se u obliku okomitih tragova istrošenosti duž potisne površine i blagog labavosti u prianjanju gornjeg kompresijskog prstena u njegov utor. Ne zaboravite da je zamjena klipnih prstenova obavezna, bez obzira na njihovo stanje.
7. Pažljivo pregledajte svaki od klipova za pukotine u suknji, oko izbočina za ugradnju klipnih osovinica i u području prstenova.
8. Provjerite ima li na potisnim površinama ivice klipa ogrebotina, na dnu ima li prolaznih rupa i izgorjelih rubova. Prisutnost ogrebotina na suknji može se smatrati znakom dugotrajnog pregrijavanja motora ili preranog paljenja mješavine zraka i goriva - provjerite ispravnost sustava hlađenja. Pregorjeli rubovi dna dokaz su detonacije. U svakom slučaju, uzrok utvrđenog kršenja mora se ukloniti kako bi se izbjegli recidivi. Propuštanje usisnog zraka, neispravan raspored smjese zrak-gorivo, neispravno vrijeme paljenja, nepravilan rad sustava paljenja i EGR također mogu biti mogući razlozi za nastanak navedenih nedostataka.
9. Udubljenje klipova u obliku šupljina ukazuje na to da je rashladna tekućina ušla u komore za izgaranje i/ili kućište radilice motora. Opet provjerite je li uzrok unutarnjih curenja otklonjen.

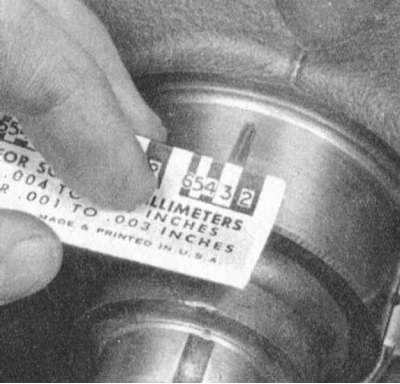
10. Procijenite zračnost klipnih prstenova u njihovim žljebovima umetanjem novog prstena s vanjske strane u vaš žlijeb na klipu i korištenjem mjerne ploče za mjerenje preostalog razmaka. Ponovite mjerenje na dvije ili tri točke duž oboda utora. Pazite da ne pomiješate kompresijske prstenove (vrh se razlikuje od drugog). Ako razmak prelazi dopuštenu vrijednost (pogledajte specifikacije), klipove je potrebno zamijeniti.
11. Odredite zazor klipa u svojim cilindrima, oduzmite od promjera cilindra (vidi gore) odgovarajućeg promjera klipa. Promjer klipa mjeri se uzduž potisne površine pod kutom od 90°u odnosu na os klipnog klipa i na određenoj udaljenosti od dna. Ako zazor klipa u cilindru prijeđe dopuštenu vrijednost (pogledajte specifikacije), blok treba dati u utor s izborom novih klipova i klipnih prstenova promjera popravka.
12. Pokušavajući rotirati komponente u suprotnim smjerovima, procijenite pristajanje klipova na klipnjače. Prisutnost bilo kakvog zamjetnog zazora ukazuje na prekomjerno trošenje zgloba. Da bi se ispravila situacija, sklopove klipnjače i klipa treba isporučiti u servisnu radionicu, gdje će se izvršiti potrebna obnova i zamjena prstiju.
13. Izvođenje postupka skidanja klipova s klipnjača (u slučaju da se ukaže takva potreba) također treba povjeriti stručnjacima autoservisa. Usporedno, pomoću posebne dijagnostičke opreme klipnjače se mogu provjeriti na znakove savijanja, uvijanja i drugih deformacija.
Bilješka. Osim ako je potrebno, klipove ne treba vaditi iz klipnjača.
14. Provjerite šipke na postojanje pukotina i drugih mehaničkih oštećenja. Privremeno uklonite donje poklopce za glavu, uklonite stare školjke ležaja, obrišite krevete u pokrivačima i glavama i provjerite ima li na njima neravnina, ogrebotina i hrapavosti. Kada završite s provjerom, postavite obloge na mjesto, postavite kapice na donje glave klipnjača i prstima zategnite pričvrsne vijke.
Bilješka. Ako se motor popravlja kako bi se uklonilo lupanje prstiju, zamijenite sklopove klipnjača.
Ležajevi
Provjera statusa

1. Unatoč činjenici da se ležajevi radilice moraju zamijeniti tijekom remonta motora bez greške, stare obloge treba čuvati kako bi se pažljivo proučilo njihovo stanje, čiji rezultati mogu pružiti mnogo korisnih informacija o opće stanje motora. Slika prikazuje primjere tipičnih nedostataka ljuske ležaja.
2. Do kvara ležaja može doći zbog nedostatka podmazivanja, čestica prljavštine, preopterećenja motora i korozije. Bez obzira na prirodu kvarova, tijekom remonta motora potrebno je otkloniti uzrok oštećenja košuljica kako bi se izbjeglo ponovno pojavljivanje.
3. Za pregled, uklonite ljuske ležaja iz njihovih ležišta u bloku motora/glavama klipnjača i poklopcima glavne/klipnjače i položite ih redoslijedom ugradnje na čistu radnu površinu. Organizacija postavljanja košuljica omogućit će povezivanje prirode identificiranih nedostataka sa stanjem odgovarajućih rukavaca vratila.
4. Prljavština i strane čestice ulaze u motor na razne načine. Mogu ostati unutar jedinice tijekom sastavljanja jedinice ili mogu proći kroz filtere ili sustav ventilacije kućišta radilice. Sve čestice koje dospiju u motorno ulje na kraju, prije ili kasnije, završe u ležajevima. Često su metalne strugotine ugrađene u meki materijal košuljica, koje nastaju tijekom normalnog rada unutarnjih komponenti motora. Postoji velika vjerojatnost prisutnosti tragova abraziva u ležajevima, posebno kada se nije posvetila dužna pozornost čišćenju bloka nakon završetka remonta motora. Bez obzira na način na koji strane čestice ulaze u motor, velika je vjerojatnost da će biti ugrađene u meku površinu ljuski ležaja radilice i lako ih je identificirati vizualnim pregledom potonjih. Velike čestice obično se ne zadržavaju u košuljicama, ali ostavljaju uočljive tragove u obliku ogrebotina, šupljina i ogrebotina na njihovoj površini i površini rukavaca osovine. Najbolje jamstvo protiv ovakvih problema je odgovoran odnos prema čišćenju komponenti nakon završetka remonta motora i pažnja na čistoću tijekom montaže. Česte, redovite izmjene motornog ulja također mogu značajno produžiti vijek trajanja ležaja.
5. Nestašica ulja može biti posljedica nekoliko različitih, ali često povezanih fenomena. Dakle, pregrijavanje motora dovodi do razrjeđivanja motornog ulja i njegovog istiskivanja iz radnih zazora ležajeva. Nedostatak podmazivanja ležajeva može se pripisati prekomjernom radnom zazoru kao i normalnim curenjima (unutarnji ili vanjski). Čest uzrok istiskivanja ulja iz zazora ležaja je stalno pretjerano ubrzavanje motora. Kršenje prohodnosti naftnih tokova (obično povezana s neusklađenošću rupa prilikom ugradnje komponenti) također dovodi do smanjenja dovoda maziva u ležajeve. Tipičan rezultat gladovanja uljem je potpuno ili lokalno brisanje/udubljenje površinskog sloja obloga s metalne podloge. U tom slučaju radna temperatura može porasti do te razine da podloga dobije plavičastu nijansu kao rezultat pregrijavanja.
6. Stil vožnje vlasnika automobila također ima značajan utjecaj na životni vijek ležajeva. Vožnja malom brzinom u visokom stupnju prijenosa dovodi do značajnih preopterećenja ležajeva, praćenih pomicanjem uljnog filma iz njihovih radnih razmaka. Ovakvo preopterećenje dovodi do povećanja plastičnosti košuljica i pojave pukotina u površinskom sloju (zamor naprezanje). U tom slučaju površinski materijal počinje se mrviti i odvajati od čelične podloge. Rad automobila u gradskom ciklusu (česta putovanja na kratke udaljenosti) dovodi do razvoja korozije ležaja zbog činjenice da nedovoljno zagrijavanje motora dovodi do kondenzacije i oslobađanja kemijski agresivnih plinova. Ovi proizvodi se nakupljaju u motornom ulju, tvoreći trosku i kiseline. Ako takvo ulje dospije u ležajeve, agresivne tvari doprinose razvoju korozije košuljica.
7. Nepravilna ugradnja košuljica tijekom sastavljanja motora također može uzrokovati njihovo brzo uništenje. Preusko prianjanje ne osigurava potreban radni zazor ležajeva, što dovodi do njihovog gladovanja uljem. Rezultat prolaska ispod obloga (tijekom njihove ugradnje) stranih čestica je stvaranje uzvišenja, s kojih se površinski sloj brzo briše.
8. Balansna i pomoćna vratila mogu biti opremljena prstenastim ležajevima, čiju zamjenu treba povjeriti stručnjacima autoservisa.
Honanje ogledala cilindra
1. Prije sastavljanja motora obavezno je brušenje retrovizora cilindara kako bi se postiglo pravilno nalijeganje klipnih prstenova na njih, čime se osigurava odgovarajuća nepropusnost komora za izgaranje.
Bilješka. Ako nemate potrebne alate pri ruci ili ne želite sami raditi brušenje, posao se može povjeriti stručnjacima autoservisa za prilično umjerenu naknadu.
2. Zamijenite poklopce glavnih ležajeva/most prije honanja (bez umetaka) i zategnite pričvrsne vijke potrebnim momentom.
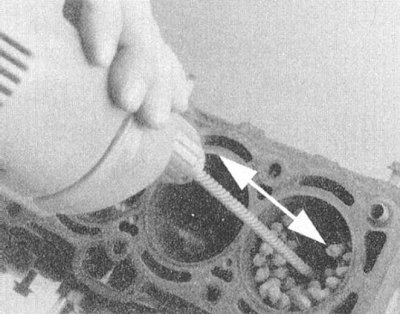
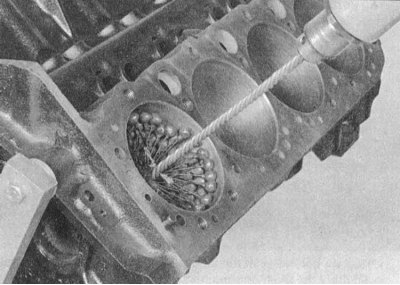
3. Postoje dvije vrste brusa za obradu cilindričnih zrcala: tip brusa "četka za boce" i, tradicionalnije, površinsko brušenje u obliku mlaznice s brusnim kamenom s oprugom. Oba alata pružaju potrebnu kvalitetu obrade zrcala cilindra, iako je korištenje prvog poželjnije za neiskusnog mehaničara. Također će vam trebati dovoljna količina krpa, specijalnog honanja ili samo tekućeg strojnog ulja, kao i električna bušilica kao pogon za honanje mlaznica. Nastavite sljedećim redoslijedom:
- a) Stegnite brus u steznu glavu električne bušilice, dovedite brusno kamenje/šipke s oprugom četke mlaznice i uvucite ih u cilindar.
Pažnja! Ne zaboravite nositi zaštitne naočale ili štitnik za lice!
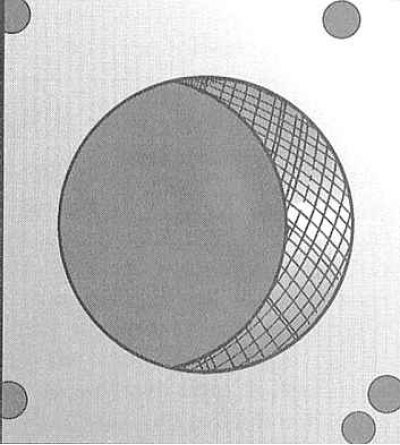
- b) Obilno navlažite zrcalo tretiranog cilindra uljem, uključite bušilicu i počnite klipnim pokretima unutar cilindra s mlaznicom. Brzina okomitog kretanja brusa trebala bi osigurati nanošenje mrežastog uzorka na površinu zrcala cilindra s kutom presjeka strana mreže od oko 60°. Ne štedite ulje i pokušajte ne ukloniti više materijala s površine stijenki cilindra nego što je stvarno potrebno za postizanje željenog rezultata.
Bilješka. Proizvođači klipnih prstenova mogu imati vlastite zahtjeve za kut sjecišta stranica mrežastog uzorka - pažljivo pročitajte upute na pakiranju kompleta za popravak.
- c) Ne uklanjajte brus s cilindra prije nego što se svrdlo potpuno zaustavi! Nastavite pomicati mlaznicu dok se ne prestane okretati. Nakon što zaustavite bušilicu, stisnite brusno kamenje i izvadite brus iz cilindra. Kada koristite hone tip "četka za boce" pričekajte da se bušilica potpuno zaustavi, zatim uklonite nastavak dok nastavljate ručno okretati steznu glavu u normalnom smjeru.
- d) Obrišite ogledalo cilindra krpom i nastavite s brušenjem sljedećeg.
 |  |
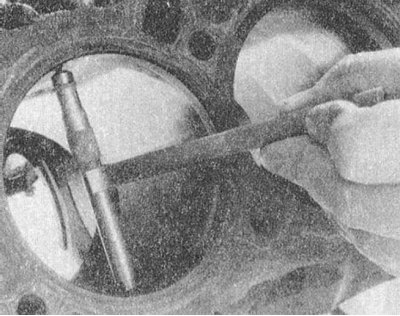
4. Po završetku obrade turpijom zakosite gornje rubove cilindara - ova obrada se provodi kako bi se izbjegle poteškoće s punjenjem klipova s prstenovima koji su na njih stavljeni u cilindre. Budite izuzetno oprezni da ne ogrebete zrcalo cilindra turpijom.
5. Na kraju, cijelu jedinicu treba temeljito isprati toplom otopinom sapunaste vode.
Bilješka. Cilindri se mogu smatrati opranim kada nakon prolaska bijelom krpom navlaženom uljem po zrcalu na njemu ne ostane sivi premaz. Obavezno očistite sve rupe za ulje i kanale cilindričnom četkom, zatim isperite blok mlazom vode pod visokim pritiskom.
6. Nakon pranja, temeljito osušite blok i premažite obrađene površine uljem kako biste ih zaštitili od korozije. Zamotajte blok u čistu plastičnu vrećicu prije sastavljanja motora.
Skupština
1. Prije svega, potrebno je pripremiti radno mjesto, obraćajući posebnu pozornost na čistoću površina i dostupnost dovoljnog slobodnog prostora. Pobrinite se za opremanje mjesta za skladištenje komponenti koje ćete instalirati. Svi dijelovi koji se ugrađuju također moraju biti temeljito očišćeni i osušeni.
2. Pričvrstite blok cilindra na montažni blok i ponovno ga temeljito operite otopinom sapunaste vode, obraćajući posebnu pozornost na čišćenje uljnih prolaza i vodenih kanala. Osušite blok, ako je moguće komprimiranim zrakom, zatim ga poprskajte otopinom protiv korozije tipa WD-40®. Obrišite zrcala cilindra čistom krpom koja ne ostavlja dlačice.
3. Ponovno postavite čepove za stezanje i čepove kanala za ulje.
4. Ništa manje temeljito očistite radilicu i nastavite s ugradnjom na motor (Pogledaj ispod).
Postupak sastavljanja motora
1. Prije nego što nastavite s sastavljanjem motora, provjerite imate li sve potrebne dijelove, materijale i alate, što uključuje sljedeće:
- a) Standardni set bravarskih alata;
- b) Moment ključ s pogonom od 1/2 inča;
- c) Alat za stavljanje klipnih prstenova;
- d) Alat za stezanje klipnih prstenova;
- e) Kratke duljine crijeva za gorivo za pričvršćivanje čepova ležajeva šipki na svornjake;
- f) Mjerni set Plastigage;
- g) Set sondi tipa oštrice;
- h) Turpija s malim zubom;
- i) Svježe motorno ulje;
- j) Motor za montažu ili mazivo koje sadrži molibden;
- k) brtvilo za brtvljenje;
- l) Brtvilo za pričvršćivanje navojnih spojeva.
2. Kako biste uštedjeli vrijeme i smanjili probleme, sastavite motor sljedećim redoslijedom:
- Četverocilindrični motori
- a) Klipni prstenovi;
- b) radilica i glavni ležajevi;
- c) Sklopovi klipnjače i klipa;
- d) Uljna brtva stražnje radilice;
- e) Sklop za balansiranje motora;
- f) Glava cilindra s podizačima ventila;
- g) bregaste osovine;
- h) Osovine za ravnotežu s lančanicima;
- i) Lanac distribucije plina;
- j) pumpa za ulje;
- k) Usis ulja s cjedilom;
- l) Posuda za ulje;
- m) Ulazni cjevovod i ispušni razvodnik;
- n) Poklopac glave cilindra;
- o) Zamašnjak/pogonski disk.
- V6 motori
- a) Klipni prstenovi;
- b) radilica i glavni ležajevi;
- c) Sklopovi klipnjače i klipa;
- d) Stražnja uljna brtva radilice s držačem;
- e) pumpa za ulje;
- f) Posuda za ulje;
- g) glave cilindra;
- h) bregaste osovine i podizači ventila;
- i) Zupčasti remen sa zupčanicima;
- j) Poklopci razvodnog pogona;
- k) Poklopci glave cilindra;
- l) Ulazni cjevovod i ispušni razdjelnici;
- m) Zamašnjak/pogonski disk.
Ugradnja klipnih prstenova
1. Prije ugradnje novih klipnih prstenova, provjerite zazore u njihovim bravama. Podrazumijeva se da su bočni zazori prstenova u žljebovima klipa već provjereni i da su u skladu s prihvaćenim standardima (vidi gore).
2. Položite sklopove klipnjače i klipa sa setovima prstenova na radnu površinu radnog stola. Od sada će svaki set prstenova biti težak "vezan" na svoj klip. Sada možete početi mjeriti praznine u bravama prstenova.
3. Napunite vrh (№ 1) kompresijski prsten unutar prvog cilindra motora i poravnajte ga okomito gurajući prema dolje krunu klipa. Prsten treba biti u području donje granice radnog hoda prstenova u cilindru.
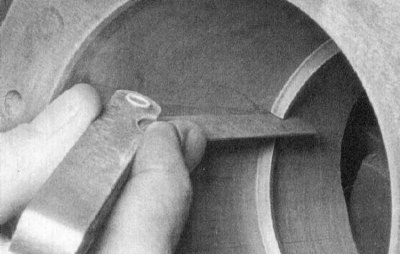
4. Odredite razmak u bravi prstena s nožastim pipalom za mjerenje oštrice (ja) sonda bi trebala čvrsto kliziti u bravi. Usporedite rezultat mjerenja sa zahtjevima Specifikacija. Ako je razmak izvan raspona u bilo kojem smjeru, prije poduzimanja bilo kakvih korektivnih radnji (Pogledaj ispod), još jednom pazite da ne pomiješate prstenove.
5. Ako je razmak premali, može se povećati bušenjem fino nazubljenom turpijom (prethodno pročitajte upute za komplet - ne mogu se turpijati svi prstenovi) Stegnite pravokutnu turpiju u škripac, zatim zaključajte prsten oko turpije tako da kraj turpije bude unutar kruga. Polako povucite prsten prema sebi, uklanjajući višak metala s njegovih krajeva u bravi. Kada dođete do kraja turpije, skinite prsten, ponovo provjerite razmak, po potrebi ponovite postupak.
Pažnja! Ni u kojem slučaju ne gurajte prsten od sebe na turpiju, jer će to dovesti do konvergacije rubova brave, a postoji i veliki rizik od uništenja metala.
6. Preveliki razmak nije kazneno djelo ako ne prelazi 0,51 mm. Još jednom se uvjerite da kupljeni setovi prstenova svojim karakteristikama zadovoljavaju potrebe motora vašeg automobila.
7. Ponovite postupak za preostale prstenove (druga kompresija i strugač ulja) klip prvog cilindra, zatim za karike svih ostalih klipova. Upamtite da je sada svaki set prstenja jedinstven "vezan" na njegov klip, na koji ga treba ugraditi.
8. Nakon što ste provjerili i pravilno ispravili praznine u bravama prstenova, možete ih početi stavljati na svoje klipove.
9. Na klip se prvo stavlja strugač ulja (dno) prsten. Prsten za struganje ulja sastoji se od tri odvojena dijela. Prvo napunite ekspander opruge u donji žlijeb klipa. Ako je razvrtalo opremljeno jezičkom protiv rotacije, uvjerite se da je potonji u protusvrdlu u utoru klipa. Sada postavite donji radni dio prstena u utor. Kako biste izbjegli slučajno oštećenje radnih dijelova prstena za struganje ulja, nemojte koristiti nikakav alat za njihovu ugradnju - samo umetnite jedan kraj dijela u utor ispod / iznad ekspandera, čvrsto ga pritisnite prstom i, krećući se duž opseg prstena, ispunite ostatak. Na kraju se postavlja gornji radni dio prstena.
 |  |
10. Nakon što ste namjestili sve tri komponente prstena za struganje ulja u donji utor klipa, provjerite slobodu rotacije (skliznuti u utor) gornji i donji radni dio.
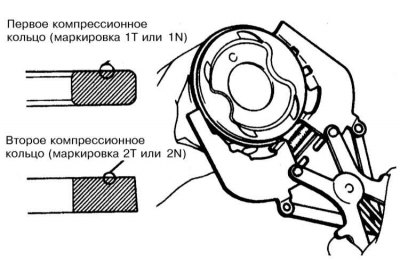
11. Sljedeći je drugi (dno) kompresijski prsten. Prsten mora biti postavljen s oznakom prema gore (do dna klipa).
Bilješka. Strogo se pridržavajte uputa proizvođača prstena, koje su obično otisnute na pakiranju kompleta. Nemojte brkati drugi kompresijski prsten s prvim (vrh) - imaju različite presjeke.
12. Pomoću posebnog ekspandera i pazeći da je prsten okrenut s oznakom prema gore, stavite ga u srednji utor na klipu. Pokušajte ne raširiti bravu prstena više nego što je stvarno potrebno za glatko postavljanje na klip.
13. Postupajući na sličan način, instalirajte prvi (vrh) kompresijski prsten (obilježavanje). Pokušajte ne brkati gornji prsten s drugim.
14. Naizmjenično kompletirajte prstenima sve preostale klipove.
Ugradnja radilice
1. Ugradnja koljenastog vratila je prvi korak u stvarnoj montaži motora. Podrazumijeva se da su u ovoj fazi blok motora i samo vratilo već pravilno očišćeni, provjereni i podvrgnuti potrebnoj obnovi.
2. Okrenite motor naopako.
3. Dajte pričvrsne vijke, uklonite poklopce radikalnih ležajeva/sklop poklopaca. Rasporedite poklopce na radnom stolu prema redoslijedu ugradnje na motor.
4. Ako to već niste učinili, uklonite stare školjke glavnih ležajeva sa svojih ležajeva u bloku i presvlakama. Obrišite krevete čistom krpom koja ne ostavlja dlačice – trebali bi biti besprijekorno čisti.
Provjera radnih zazora glavnih ležajeva
Bilješka. Izbjegavajte dodirivanje novih površina ležaja golim rukama kako biste izbjegli neželjeni kontakt ležajeva s tragovima ulja i kemikalija koji su uvijek prisutni na prstima.
1. Obrišite poleđine novih školjki glavnih ležajeva i stavite polovice s uljnim utorima u njihova ležišta u bloku. Umetnite ostatak polovica školjke u odgovarajuće poklopce ležaja. Uvjerite se da jezičci obloga ulaze u recipročne utore za slijetanje u krevetima bloka i poklopca. Rupe za ulje u bloku također moraju biti ispravno poravnate s rupama u košuljicama.
Pažnja! Ni pod kojim okolnostima ne pokušavajte čekićem zakucati nenamještenu podstavu u krevet. Ne podmazujte ležajeve u ovoj fazi!
2. Obrišite površine ležajeva u bloku i glavne rukavce radilice čistom krpom koja ne ostavlja dlačice. Provjerite prohodnost otvora za ulje osovine, po potrebi ih očistite. Sve strane čestice sadržane u uljnim putevima neizbježno će završiti u ležajevima.
3. Pažljivo obrisanu radilicu pažljivo položite u glavne ležajeve bloka.
4. Prije konačne ugradnje vratila, potrebno je provjeriti radni zazor u njegovim glavnim ležajevima.
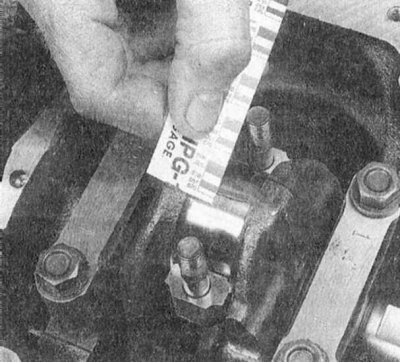
5. Izrežite kalibriranu plastičnu žicu iz Plastigage mjernog kompleta na duljine nešto kraće od širine čahura i položite po jedan komad žice duž svakog od rukavaca glavnog vratila, paralelno s njihovom osi.
6. Obrišite površine obloga u poklopcima i postavite ih na njihova redovita mjesta. Pokušajte ne pomicati komade kalibrirane žice položene duž vratova osovine. Lagano podmažite navoje pričvrsnih vijaka i zavrnite ih, pričvršćujući poklopce.
7. U nekoliko faza, ravnomjerno zategnite zavrtnje do potrebnog momenta.
Pažnja! Nemojte dopustiti da se osovina okreće dok zatežete pričvrsne elemente!
8. Odvrnite vijke i pažljivo uklonite poklopce radikalnih ležajeva. Postavite skinute poklopce redoslijedom kojim su postavljeni na motor. Pazite da ne oštetite spljoštenu žicu i ne okrećite osovinu. Ako se bilo koji poklopac ne može ukloniti, nježno ga udarite čekićem s mekom površinom kako biste ga olabavili.
9. Pomoću širine spljoštenih navoja, izmjerene na skali otisnutoj na pakiranju Plastigage kita, odredite radni zazor ležajeva. Usporedite rezultate mjerenja sa zahtjevima Specifikacija.
10. Ako je razmak izvan tolerancije, možda su ugrađene čahure pogrešne veličine. Prije traženja novih košuljica, provjerite da nema prljavštine ili ulja ispod onih koje ste umetnuli u ovoj fazi. Ako je kalibrirana žica spljoštena na jednom kraju više nego na drugom, to ukazuje na prisutnost suženja vrata.
11. Pažljivo uklonite mjernu žicu s vratova, ostružući sve njezine tragove nekim alatom koji nije prejak (poput ruba stare kreditne kartice). U ekstremnim slučajevima možete koristiti vlastiti nokat - glavna stvar je da na površini vratova / obloga nema ogrebotina ili ogrebotina.
Završna ugradnja radilice
1. Pažljivo uklonite radilicu s motora. Obrišite površine ležajeva u bloku i ravnomjerno ih podmažite tankim slojem molibdena ili masti za sklop motora. Ne zaboravite podmazati i potisne podloške.
Pažnja! Pokušajte ne dopustiti da mast dospije na stražnju stranu košuljica!
2. Uvjerite se da su rukavci radilice apsolutno čisti, zatim podmažite (isto mazivo ili čisto motorno ulje) trnovite površine u kontaktu s brtvama.
3. Ugradite stražnju brtvu vratila.
4. Obrišite i podmažite površine košuljica u bloku, zatim položite osovinu na njezino uobičajeno mjesto. Postavite poklopac stražnjeg ležaja, zatim sve ostale, osim upornog. Zategnite pričvrsne elemente poklopca potrebnim momentom.
5. Ugradite poklopac potisnog ležaja, zavrnite vijke njegovog pričvršćivanja i zategnite ih rukom.
6. Gurnite osovinu prema naprijed prema potisnoj površini gornje ljuske ležaja. Dok držite osovinu mirno, pritisnite poklopac potisnog ležaja prema natrag kako biste poravnali potisne površine obiju čahura.
7. Pritišćući osovinu prema naprijed, potrebnom silom zategnite pričvrsne vijke poklopca.
8. Za mjerenje aksijalne zračnosti koljenastog vratila, fiksirajte mjerač s brojčanikom na blok pritiskom njegovog klipa na krajnju površinu zatika prednjeg vratila.
9. Pažljivo pritisnite osovinu unazad dok se ne zaustavi i, držeći je u pritisnutom položaju, postavite mjerač na nulu.
10. Pomaknite osovinu naprijed do kraja njezina hoda i očitajte mjerač.
11. Ako je rezultat mjerenja izvan raspona (pogledajte specifikacije), zamijenite školjke potisnog ležaja i ponovno provjerite. Ako je potrebno, vratilo dajte na pregled u autoservis.
Ugradnja sklopova klipnjače i klipa i provjera radnih zazora u ležajevima klipnjače koljenastog vratila
Priprema
1. Prije ugradnje sklopova klipnjače i klipa potrebno je temeljito obrisati stijenke cilindra, s njihovih gornjih rubova potpuno ukloniti tragove stepenaste istrošenosti i ukloniti skošenje. Podrazumijeva se da je radilica već ugrađena na svoje uobičajeno mjesto u bloku.
2. Uklonite poklopac donje glave sklopa klipnjače prvog cilindra (provjerite postoje li tvorničke oznake ili oznake nanesene tijekom procesa rastavljanja). Uklonite stare čahure ležaja s glave klipnjače i njenog poklopca i pažljivo obrišite njihova ležišta čistom krpom koja ne ostavlja dlačice.
Provjera radnog zazora ležaja klipnjače
Bilješka. Izbjegavajte dodirivanje novih površina ležaja golim rukama kako biste izbjegli neželjeni kontakt ležajeva s tragovima ulja i kemikalija koji su uvijek prisutni na prstima.
1. Obrišite stražnji dio novog gornjeg ležaja i postavite ga u ležište ležaja u glavi klipnjače. Provjerite jesu li otvori za ulje poravnati i je li jezičak vodilice čahure u recipročnom utoru na klipnjači. Ni u kojem slučaju ne udarajte oblogu u krevet čekićem. Ne podmazujte ležaj ničim u ovoj fazi.
2. Obrišite stražnji dio drugog ležaja i stavite ga u poklopac klipnjače. Opet, provjerite da jezičak padne u recipročni utor. Ne koristite nikakva sredstva za podmazivanje - izuzetno je važno da dodirne površine ležaja i klipnjače ostanu apsolutno čiste i suhe.
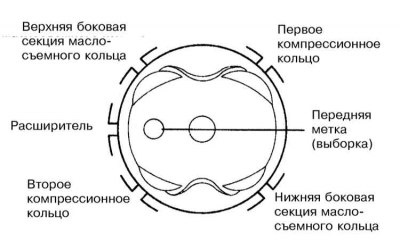
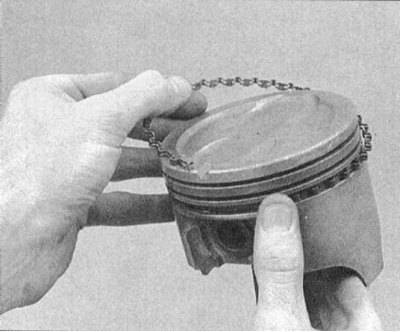
3. Postavite brave klipnih prstenova kao što je prikazano na slici.
3. Postavite dijelove crijeva za gorivo na vijke poklopca ležaja.
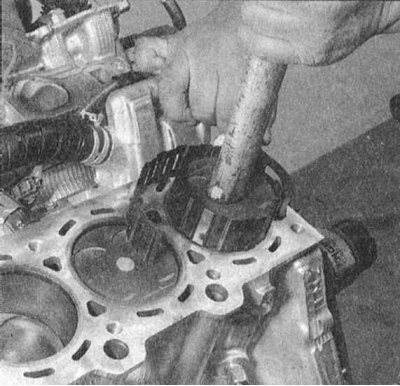
4. Podmažite klip i klipne prstenove čistim motornim uljem. Gurnite osovinu alata za stezanje prstena na klip. Ostavite rub klipa da viri iz igle alata za oko 6 mm radi lakšeg punjenja u cilindar. Prstenovi moraju biti pritisnuti u ravnini s površinom za oblikovanje klipa.
5. Zakrenite radilicu tako da je vrat prve poluge u BDC položaju. Podmažite ogledalo prvog cilindra pogonskim uljem.
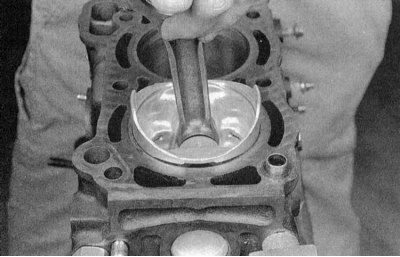
6. Okrećući sklop s oznakama na dnu klipa prema naprijed duž motora, pažljivo napunite klipnjaču u prvi cilindar bloka. Umetnite rub klipa u cilindar, čvrsto pritiskajući donji rub igle alata za stezanje prstena na površinu bloka.
7. Lupnite gornji rub igle kako biste bili sigurni da je čvrsto pritisnut na blok po cijelom obodu donjeg ruba.
8. Lagano lupkajući po dnu drvenom drškom čekića, umetnite klip u cilindar, usmjeravajući donju glavu klipnjače prema vratu odgovarajuće koljenaste osovine. Klipni prstenovi mogu iznenada iskočiti ispod trna alata, stoga stalno pratite nepropusnost pritiska na njegov blok. Djelujte polako, ako se pojavi i najmanji otpor, odmah zaustavite lupanje klipa. Otkrijte uzrok zaglavljivanja i uklonite ga.
Pažnja! Nikada ne pokušavajte silom gurnuti klip u cilindar - to može dovesti do mehaničkog oštećenja ili uništenja klipnih prstenova!
9. Nakon uvođenja sklopa klipnjače i klipa u motor, prije konačne ugradnje poklopca donje glave klipnjače, treba provjeriti radni zazor ležaja klipnjače koljenastog vratila.
10. Odrežite komad kalibrirane plastične žice iz Plastigage mjernog seta, malo kraći od širine ljuske ležaja klipnjače, i položite ga duž prvog rukavca radilice, paralelno s osi potonjeg.
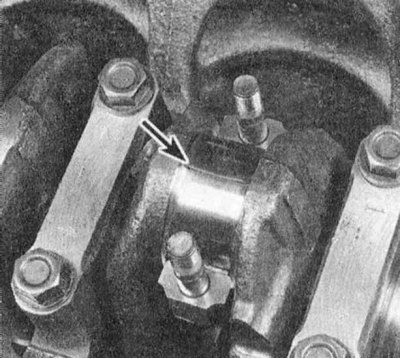
11. Obrišite površinu ležaja u poklopcu klipnjače i postavite poklopac na klipnjaču. Provjerite je li oznaka na poklopcu okrenuta u istom smjeru kao oznaka na klipnjači.
12. Lagano podmažite donje krajeve glava pričvrsnih vijaka čistim motornim uljem, zavrnite vijke i zategnite ih u tri stupnja potrebnom snagom.
Bilješka. Koristite utičnicu s tankim stijenkama kako biste izbjegli zaglavljivanje ključa. Ako postoje znakovi zaglavljivanja ključa između matice i klipnjače, malo podignite glavu i nastavite sa zatezanjem. Nemojte dopustiti da se radilica okreće tijekom cijelog postupka.
13. Stavite učvršćenje i pažljivo uklonite poklopac sa šipke. Pazite da ne oštetite spljošteni komad mjerne žice.
14. Pomoću širine spljoštene žice, izmjerene na skali otisnutoj na pakiranju Plastigagea, odredite radni zazor u ležaju. Usporedite rezultat mjerenja sa zahtjevima Specifikacija.
15. Ako je zazor izvan raspona, prije traženja košuljica druge veličine, provjerite je li prljavština/ulje dospjelo ispod stražnje strane košuljica ugniježđenih u klipnjaču i poklopac košuljica. Ponovno izmjerite promjer rukavca osovine. Spljoštenost žice s jednog kraja više nego s drugog ukazuje na prisutnost vratnog suženja.
Završna montaža sklopa klipnjače i klipa
16. Noktom ili rubom stare kreditne kartice pažljivo ostružite sve tragove mjerne žice s rukavca i/ili površine ležaja.
17. Uvjerite se da su obje površine ležaja apsolutno čiste, zatim ih ravnomjerno podmažite tankim slojem molibdena ili masti za sklop motora. Da biste pristupili površini gornjeg ležaja, morat ćete malo gurnuti klip u cilindar - ne zaboravite staviti zaštitna crijeva na vijke poklopca klipnjače kako ne biste oštetili površinu rukavca osovine. Pokušajte spriječiti da klipni prstenovi iskoče iz cilindra.
18. Vratite klipnjaču na mjesto, pažljivo je s donjom glavom postavite na vrat svoje poluge, skinite zaštitna crijeva s vijaka, postavite poklopac i u tri faze zategnite pričvrsne matice na potrebnu silu.
Bilješka. Pratite ispravno poravnanje oznaka na poklopcu klipnjače i njegovoj donjoj glavi.
19. Ponovite cijeli postupak za preostale sklopove klipnjače i klipa.
20. Imajte na umu sljedeće važne točke:
- a) Pazite da prljavština ne dospije na stražnju stranu košuljica i njihovih ležišta u klipnjačama i poklopcima;
- b) Provjerite je li svaki sklop točno postavljen u svoj cilindar (čak i u slučaju novih komponenti, budući da su raspori klipnih prstenova prilagođeni određenim cilindrima);
- c) Klipovi moraju biti označeni na dnu ispred motora (prema razvodnom pogonu);
- d) Nemojte zaboraviti podmazati retrovizore cilindara motornim uljem prije ugradnje sklopova;
- e) Ne zaboravite podmazati ležajeve prije konačne ugradnje poklopaca (nakon provjere radnih zazora u zadnjem).
21. Nakon što ste završili s ugradnjom sklopa klipnjače i klipa, provjerite slobodu rotacije koljenastog vratila okretanjem nekoliko puta rukom.
22. Zaključno, potrebno je ponovno provjeriti aksijalni zazor koljenastog vratila (vidi gore).
23. Usporedite rezultate mjerenja krajnjeg zazora sa zahtjevima Specifikacija. Ako je zračnost bila normalna prije rastavljanja motora i korišteni stari sklopovi klipnjače i klipa, ne bi trebalo biti iznenađenja. Ako zračnost prijeđe dopuštene granice nakon zamjene klipnjača, potonje se moraju ukloniti iz motora i poslati u autoservis na odgovarajuću obradu.