
Розбірка
Злийте з двигуна олію (якщо не було злито).
Зніміть усі навісні агрегати.
Зніміть зчеплення. При відвертанні болтів кріплення зафіксуйте маховик великою викруткою. Замаркуйте взаємне положення зчеплення та маховика. Поступово та поступово відверніть болти кріплення.
Відпустивши болти кріплення генератора, зніміть ремінь приводу, генератор та планку натягувача ременя.
Зніміть ремінь приводу насоса гідропідсилювача кермового керування.
Зніміть вентилятор системи охолодження.
Злийте з двигуна олію (якщо не було злито).
Зніміть усі навісні агрегати.
Зніміть зчеплення. При відвертанні болтів кріплення зафіксуйте маховик великою викруткою. Замаркуйте взаємне положення зчеплення та маховика. Поступово та поступово відверніть болти кріплення.
Відпустивши болти кріплення генератора, зніміть ремінь приводу, генератор та планку натягувача ременя.
Зніміть ремінь приводу насоса гідропідсилювача кермового керування.
Зніміть вентилятор системи охолодження.
Зніміть верхню кришку зубчастого ременя
Відкрутивши болти, зніміть кришку головки циліндрів
Зафіксуйте колінвал від провертання і відверніть чотири болти шківа. Зніміть перехідний фланець та шків.
Відкрутіть болти, зніміть нижню кришку зубчастого ременя.
Проверніть колінвал так, щоб поршень одного циліндра був виставлений у ВМТ такту стиснення. Для цього встановіть колінвал так, щоб установча мітка на колесі розподільного валу (1) виявилася навпроти ризику (2) на кронштейні паливного насоса. Переконайтеся, що коромисла клапанів першого циліндра вільно рухаються. В іншому випадку доверніть колінвал на один оберт.
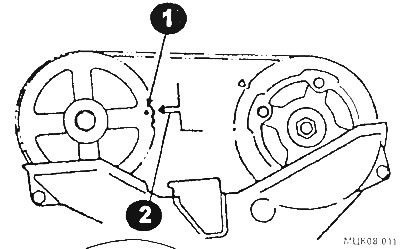
Позначте міткою положення ременя на колесі.
Пружини клапанів
Перевірте довжину пружин у вільному стані та під навантаженням. Якщо довжина не відповідає необхідному розміру, то пружини замініть.
Перевірте відхилення пружин від вертикалі. Якщо зазор на довжині пружини перевищує 1,6 мм, замініть пружину.
При складанні пружини встановлюються так, щоб кольорове маркування було звернене вгору. Нові пружини повинні мати таке ж маркування, що й замінювані.
Клапани
Зніміть з клапанів та направляючих втулок олійні ковпачки.
Перевірте стан клапанів та напрямних втулок. Очистіть внутрішню поверхню направляючої втулки ганчіркою, змоченою бензином.
Перевірте зазор між клапаном та напрямною втулкою. Для цього:
- Встановивши стрілочний індикатор, зніміть клапан від торця втулки на 30 мм.
- Візьміть ніжку індикатора в головку клапана і виведіть стрілку індикатора на нуль.
- Похитайте клапан у втулці.
- Якщо показання перевищує 0,20 мм, слід замінити клапан або втулку.
Втулки, що направляють, випресовуються оправкою з боку валиків коромисел.
УВАГА: У головку дизеля напрямні втулки запресовуються при кімнатній температурі.
Запресуйте нові втулки. У запасні частини поставляються ремонтні втулки із діаметром, збільшеним на 0,05; 0,25 та 0,50 мм (на них нанесено маркування «5», «25» та «50» відповідно). Перед запресовуванням отвору під напрямні втулки в головці циліндрів розверніть під діаметр ремонтної втулки. При заміні втулок майте на увазі, що напрямні втулки впускних та випускних клапанів можуть мати різну довжину.
Перед випресовуванням виміряйте висоту, на яку виступає напрямна втулка. Нову втулку запресуйте з боку камери згоряння так, щоб виступ нової втулки дорівнював 1 3,7-14,3 мм.
УВАГА: На дизельному двигуні 4D65 напрямні втулки клапанів випресовуються та запресовуються при кімнатній температурі 20°С. При заміні напрямних втулок сідла клапанів шліфуються незалежно від їхнього стану.
Сідла клапанів
Перевірте стан сідел клапанів. Незначні дефекти видаліть ручною шарошкою. За потреби замініть сідла клапанів. У запчастини поставляються ремонтні сідла клапанів, діаметр яких збільшений на 0,3 і 0,6 мм, отвори під сідла в головці циліндрів слід розточити під розмір сідла.
Після заміни відшліфуйте сідло. Після цього притріть клапан.
Після притирання очистіть головку циліндрів. Особливо ретельно очистіть отвори напрямних втулок.
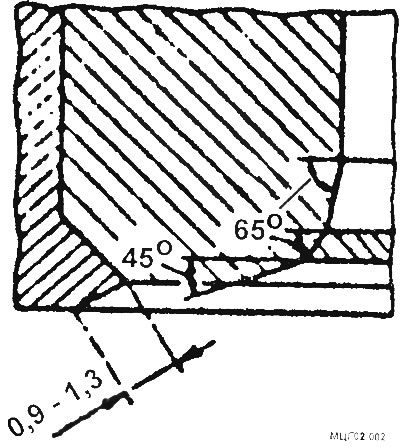
Перевірте ширину фаски сідла клапана, яка для впускних та випускних клапанів повинна бути в межах 0,9-1,3 мм, кути шліфування сідла повинні відповідати вказаним на малюнку.
Клапани
Замініть клапани з погнутими стрижнями або на стрижнях, які виявляють сліди обгорання. Ремонт клапанів шліфуванням або проточкою стрижня не допускається Якщо на завзятих поверхнях коромисел виявляються сліди зношування, допускається видалення матеріалу з торця клапана до 0,5 мм. Якщо зношений торець клапана, перевірте стан коромисел. Уважно огляньте клапани, перевірте наявність на фасках тріщин клапанів, слідів нерівномірного зносу. Перевірте наявність тріщин на шийках клапанів.
Невеликі дефекти головки клапана можна видалити притиранням. При виявленні значних дефектів головка клапана шліфується Після шліфування та надання фасці кута 45°, висота кромки впускного клапана повинна бути не менше 0,7 мм, інакше клапани необхідно замінити.
Перевірте зазори між втулкою та клапаном за допомогою стрілочного індикатора, для чого вставте клапан у напрямну втулку. Для цього встановіть індикатор стрілки, підніміть тарілку від торця втулки на 30 мм. Уприть ніжку індикатора в головку клапана і виведіть на нуль покачайте клапан у втулці і вважайте показання індикатора. Якщо показання перевищує 0,20 мм, слід замінити клапан або втулку. Остаточне рішення прийміть після перевірки діаметра стрижня клапана. Якщо діаметр стрижня менший за необхідне значення, то клапан підлягає заміні.
Коромисла
Перевірте осі та коромисла на знос та пошкодження. Перевірте діаметр осі коромисел та внутрішній діаметр коромисла. Різниця цих діаметрів (зазор не повинна перевищувати 0,01-0,05 мм. В іншому випадку валик і коромисло слід замінити. При виявленні зношування на опорних поверхнях коромисел допускається шліфування опорних поверхонь. Допустиме видалення металу при шліфуванні коромисла не повинно перевищувати 0,5 мм.
Сильно зношена поверхня коромисла значно ускладнює регулювання клапанів. Якщо після того, як матеріал опорної частини коромисла шліфовано на 0,5 мм і, як і раніше, спостерігається нерівна поверхня, то коромисло замініть.
Встановіть розподільний вал у ліжку і затягніть шість болтів кріплення зусиллям руки.
Одягніть на осі коромисла та пружини.
Встановіть вісь у зборі з коромислами в кришки опорних шийок розподільного валу та загорніть болти.
Затягніть болти кришок розподільного валу та болти кріплення валиків необхідними моментами. Перевірте правильність встановлення пружин.
Запресуйте сальник розподільного валу в розточування в передній частині головки циліндрів. Сальник повинен бути урівень з поверхнею головки циліндрів.
Змастіть робочі кромки сальника консистентним мастилом. Змастіть герметиком центральну канавку сегментної заглушки та встановіть заглушку за місцем.
Подальше складання виконується у зворотному порядку.
Головка циліндрів
Очистіть головку циліндрів, видаліть залишки матеріалу прокладок з контактних площин головки.
Видаліть нагар із камер згоряння. Прогоніть та прочистіть усі різьбові отвори. Перевірте деформацію контактної поверхні головки. Якщо відхилення від площини менше граничного (0,10 мм), головку слід перешліфувати. Якщо відхилення від площини перевищує 0,10 мм, хоча в одному місці, то головку циліндрів слід замінити.