
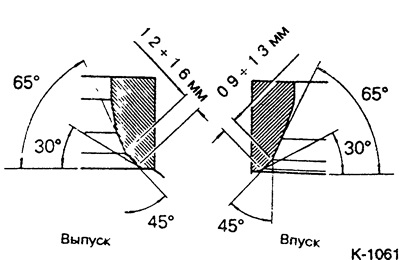
Valve seat 12-valve engine
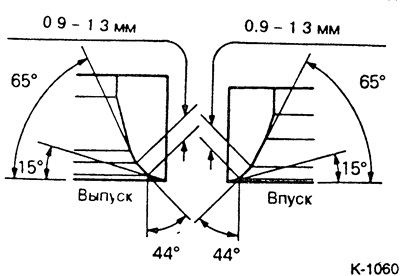
Valve seat 8-valve engine
Before machining the valve seat, check the play between the valve stem and the valve guide, if any, replace the valve guide.
After machining, grind the valve and valve seat.
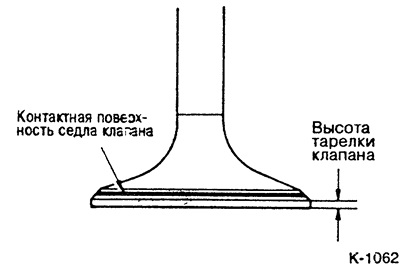
Checking the working surface of the valve disc
The contact surface of the valve seat must be in the middle of the width of the valve disc and extend evenly around the entire circumference.
If the height of the valve head drops below the wear limit, replace the valve.
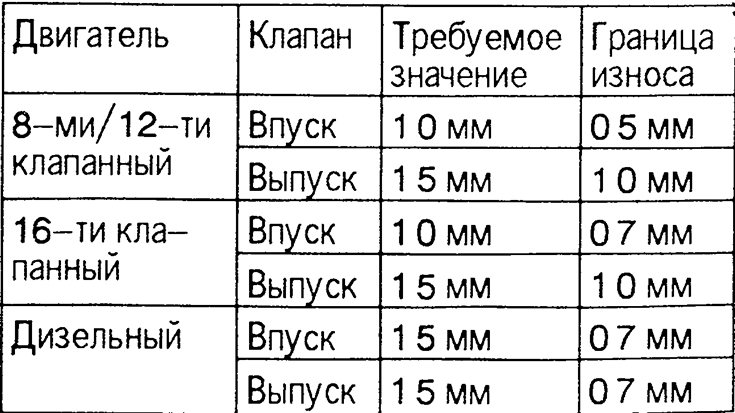
*) 16-valve engine wear limit 0.7 mm.
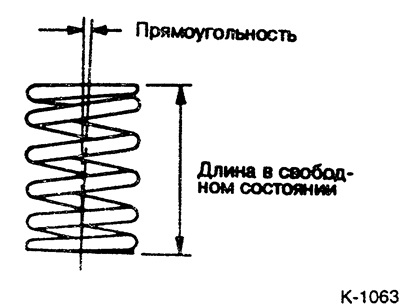
Checking the valve spring
Measure the length of the spring in the uncompressed state. If the wear limit is exceeded, replace the spring.

*) Valve spring identification color
Use a square to check the squareness of the valve spring. If the wear limit is exceeded, replace the spring.
- Required value: up to 2°.
- Wear limit: 4°.
Bored cylinder head dimensions
If the curvature of the adjacent surface exceeds 0.2 mm, machine the surface of the cylinder head by a maximum of 0.2 mm.
Attention: It is allowed to remove a maximum of 0.2 mm from the cylinder head and the engine block.
New cylinder head height:
- 8 and 12 valve engine: 106.9-107.1 mm
- 16 valve engine: 131.9-132.1 mm
- Diesel engine: 86.9-87.1mm