
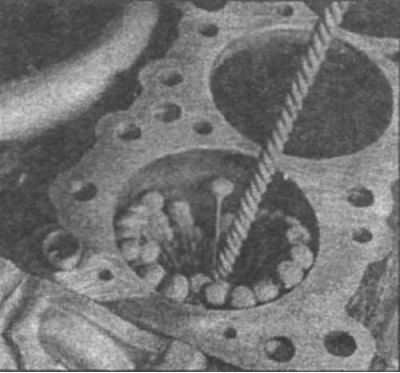
17.2a If you do not have much experience in honing cylinders, use a wire honing head
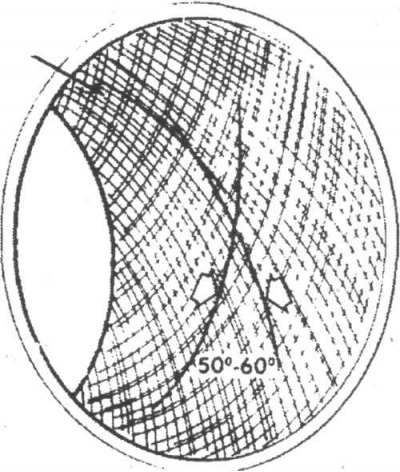
17.2b The honing head must leave a uniform pattern, the lines of which intersect at an angle of 60°
2. A special honing brush or honing head can be used to honing cylinders. Install the head in the cylinder, turn on the drill and move the head in the cylinder up and down at such a speed that strips intersecting at an angle of 60 are formed on the walls of the cylinders (17.2a, 17.2b). Use plenty of lubricant when honing. After turning off the drill, do not immediately remove the honing head from the cylinder, but wait until it stops.
3. After honing is complete, chamfer the top edge of the cylinder with a file.
4. Treat all cylinders and thoroughly wash the cylinder block with warm, soapy water.
5. Dry the block and lubricate it with anti-corrosion oil.